A couple years ago, I did a post on selecting holdown anchorage solutions. At the time, we had created a couple engineering letters that tabulated SSTB, SB and PAB anchor solutions for each holdown to simplify specifying anchor bolts. About a year later, a salesperson suggested we tabulate SSTB, SB and PAB anchor solutions for each holdown. You know, to simplify specifying anchor bolts…
This conversation reminded me of the difficulty in keeping track of where design information is. In the C-C-2017 Wood Construction Connectors catalog, we have added this material on pages 62-63. Which should make it easier to find. I thought I should update this blog post to correct the links to this information.
A common question we get from specifiers is “What anchor do I use with each holdown?” Prior to the adoption of ACI 318 Appendix D (now Chapter 17 – Anchoring to Concrete), this was somewhat simple to do. We had a very small table in the holdown section of our catalog that listed which SSTB anchor worked with each holdown. Continue Reading
Three years ago, we created this blog post based on a technical support question we often receive about allowable fastener loads for ledgers to wood framing over gypsum board. Given that this is still a frequent question and a relevant topic, we decided to revisit the post and update it.
Drywall. Wall board. Sheetrock. Sackett Board? A product called Sackett Board was invented in the 1890s, which was made by plastering within wool felt paper. United States Gypsum Corporation refined Sackett Board for several years until 1916, when they developed a new method of producing boards with a single layer of plaster and paper. This innovation was eventually branded SHEETROCK®. More details about the history of USG can be found here.
No matter what you call it, gypsum board is found in almost every type of construction. Architects use it for sound and fire ratings, while structural engineers need to account for its weight in our load calculations. A common technical support question we receive is for allowable fastener loads for ledgers to wood framing over gypsum board.
Ledger over Gypboard
One method to evaluate a fastener spanning across gypsum board is to treat the gypsum material as an air gap. Technical Report 12, General Dowel Equations for Calculating Lateral Connection Values, is published by the American Wood Council.
Technical Report 12
TR12 has yield limit equations that allow a designer to account for a gap between the main member and side member of a connection. With a gap of zero (g=0), the TR12 equations provide the same results as the NDS yield limit equations.
Technical Report 12 Yield Limit EquationsThe equations are fairly complex, but it should be intuitive that the calculated fastener capacity decreases with increasing gap. Engineers are often surprised to see a 40, 50, even 60% drop in fastener capacity with one layer of 5/8” gypsum board. So what else can you do?
Testing, of course! In So, What’s Behind a Screw’s Allowable Load? I discussed the methods used to load rate a proprietary fastener such as the Simpson Strong-Tie® Strong-Drive® SDS or SDW screws. To recap, ICC-ES Acceptance Criteria for Alternate Dowel Type Fasteners, AC233, allows you to calculate and do verification tests, or load rate based on testing alone. We develop our allowable loads primarily by testing, as the performance enhancing features and material optimizations in our fasteners are not addressed by NDS equations.
So to determine the performance of a fastener installed through gypsum board, we tested the fastener through gypsum board. This is easier to do if you happen to have a test lab with a lot of wood and fasteners in it. We did have to run down to the local hardware store to pick up gypsum board for the testing.
SDWS Over 2 Layer GypboardSDWS Over 2 Layer Gypboard Failure
A full set of allowable loads for Strong-Drive SDWH and SDWS are available on strongtie.com. The information is given as single fastener shear values for engineered design, and also screw spacing tables for common ledger configurations. As much fun as writing spreadsheets to do the Technical Report 12 calculations is, having tabulated values based on testing is much easier.
Fastening Systems
In the fastener marketplace, Simpson Strong-Tie stands apart from the rest. Quality and reliability is our top priority.
The Great ShakeOut Earthquake Drill is an annual opportunity for people in homes, schools and organizations to practice what to do during earthquakes and improve their preparedness. In a post I wrote last October about the Great ShakeOut, I reminisced about the first earthquake I had to stop, drop and cover for – the Livermore earthquake in January, 1980. This year got me thinking about how our evacuation drills work.
At Simpson Strong-Tie, we use the annual Great ShakeOut drill to practice our building evacuation procedures. Evacuation drills are simple in concept – alarms go off and you exit the building. We have volunteer safety wardens in different departments who confirm that everyone actually leaves their offices. There are always a few people who want to stay inside and finish up a blog post. Once the building is empty and we have all met up in the designated meeting area, we do a roll call and wait for the all-clear to get back to work.
Several years ago the alarms went off. While waiting for the drill to end, we were concerned to see fire fighters arrive and rush into the building. Realizing this was not a drill, there were some tense moments of waiting. The fire chief and our president eventually walked out of the building and our president was yelling for one of our engineers. Turns out the engineer (who shall remain nameless) was cooking a chicken for lunch. Yes, a whole chicken. The chicken didn’t make it – I’m not sure what the guilty engineer had for lunch afterwards. At least we received extra evacuation practice that year. We aren’t allowed to cook whole chickens in the kitchen anymore.
Simpson Strong-Tie is helping increase awareness about earthquake safety and encouraging our customers to participate in the Great ShakeOut, which takes place next Thursday on October 20. It’s the largest earthquake drill in the world. More than 43 million people around the world have already registered on the site.
On October 20, from noon to 2:00 p.m. (PST), earthquake preparedness experts from the Washington Emergency Management Division and FEMA will join scientists with the Washington Department of Natural Resources and the Pacific Northwest Seismic Network for a Reddit Ask Me Anything – an online Q&A. Our very own Emory Montague will be answering questions. The public is invited to ask questions here. (Just remember that this thread opens the day before the event and not sooner.)
Emory, ready to answer some seismic-related questions.
We’re also providing resources on how to retrofit homes and buildings, and have information for engineers here and for homeowners here.
Earthquake risk is not just a California issue. According to the USGS, structures in 42 of 50 states are at risk for seismic damage. As many of you know, we have done a considerable amount of earthquake research, and are committed to helping our customers build safer, stronger homes and buildings. We continue to conduct extensive testing at our state-of-the-art Tye Gilb lab in Stockton, California. We have also worked with the City of San Francisco to offer education and retrofit solutions to address their mandatory soft-story building retrofit ordinance and have created a section on our website to give building owners and engineers information to help them meet the requirements of the ordinance.
Last year, Tim Kaucher, our Southwestern regional Engineering Manager, wrote about the City of Los Angeles’s Seismic Safety Plan in this post. Since that time, the City of Los Angeles has put that plan into action by adopting mandatory retrofit ordinances for both soft-story buildings and non-ductile concrete buildings. Fortunately, California has not had a damaging earthquake for some time now. As a structural engineer, I find it encouraging to see government policy makers resist complacency and enact laws to promote public safety.
Participating in the Great ShakeOut Earthquake Drill is a small thing we can all do to make ourselves more prepared for an earthquake. If your office hasn’t signed up for the Great ShakeOut Earthquake Drill, we encourage you to visit shakeout.org and do so now.
A while back, we posted about how structural engineers can use social media like Facebook, Twitter and LinkedIn. We discussed how structural engineers can use LinkedIn as a tool to find out more about industry news. While that is one way to use LinkedIn, another way to get even closer to the pulse of your industry is to join industry-specific LinkedIn groups.
LinkedIn groups are places within LinkedIn that allow professionals to share content, post or view job openings, network, and help establish key opinion leaders in a particular industry.
If you are new to LinkedIn, it can be challenging to find all of the LinkedIn groups that you may want to join. We compiled a list of structural engineering LinkedIn groups that can help you get started:
American Society of Civil Engineers (ASCE): This group was initially formed to allow networking between engineers. It has now grown to over 200,000 members and includes other professionals who work in the industry. Since this is a large group, there are more focused sub-groups that you can also join. We recommend using the ASCE group for general information.
ASCE: Structural Engineering: This is a sub-group of ASCE. The members of this LinkedIn group are mainly structural engineers. This is a good place for discussion and asking for feedback on work-related topics.
American Concrete Institute: This is a great group for structural engineers who work with concrete. You can connect not just with engineers, but also with professionals in the concrete production, design and construction industries.
SEAOC-Structural Engineers Association of California: If you are a structural engineer in California, we highly recommend this group. If you are interested in structural and seismic engineering, this is the group to join.
NCSEA: The National Council of Structural Engineers Associations (NCSEA) is a great group to join to get industry information, find resources including webinars, and hear about local industry events and meetings.
While there are a lot more LinkedIn groups, we hope that the ones we have shared are useful for you. What LinkedIn groups do you recommend? Let us know in the comments below.
We know many of you visit our website on a regular basis for product and technical information and to use our software, calculator tools and other web apps. If you haven’t visited strongtie.com recently, it has a new look and several new features, including enhanced search and browsing and a mobile-friendly design. Here are some of the new features and site improvements:
Update-to-date product information: If there is a new code report, catalog or product you will be able to find that information on our new website first. It has the latest product and technical information while retaining the same features and information you expect.
Enhanced search and browsing: You can now search for our products based on specific product attributes. Our enhanced search capabilities allow you to explore our collection of products by applying filters so you can quickly and easily browse and find the products that you are looking for.
Mobile-friendly: Our new site has a responsive design that allows you to view the site in any format. From large desktops to mobile devices, you can view our site in the office or while on the go.
Enhanced Visuals: We have added new and improved photographs, illustrations and graphics so that you can see our products in greater detail.
We hope the new website better serves your design and technical needs. If you have any suggestions, comments or feedback, please email us at web@strongtie.com or leave a comment below.
Happy Thanksgiving from all of us here at Simpson Strong-Tie. Our U.S. offices are closed Thursday and Friday, November 26-27 for the holiday. Stay tuned next week for our regularly scheduled blog post. -Paul
The use of high-strength steels in anchors and fasteners is not unusual in the construction world. For example, high-strength threaded rods are often used to reduce the number of mild-steel rods that would be required to meet a design load for an adhesive anchor. High-strength steel is essential to the function of some fasteners, such as self-drilling and self-tapping screws.
However, for anchors and fasteners, there are limits to what can be accomplished by increasing steel strengths due to a phenomenon known as hydrogen embrittlement. Hydrogen embrittlement is well known by anchor and fastener manufacturers, but it is not widely known by structural engineers. The purpose of this blog post is to provide an overview of this important subject and some insight into one reason why steels used in construction anchors and fasteners have upper strength limits.
What is hydrogen embrittlement?
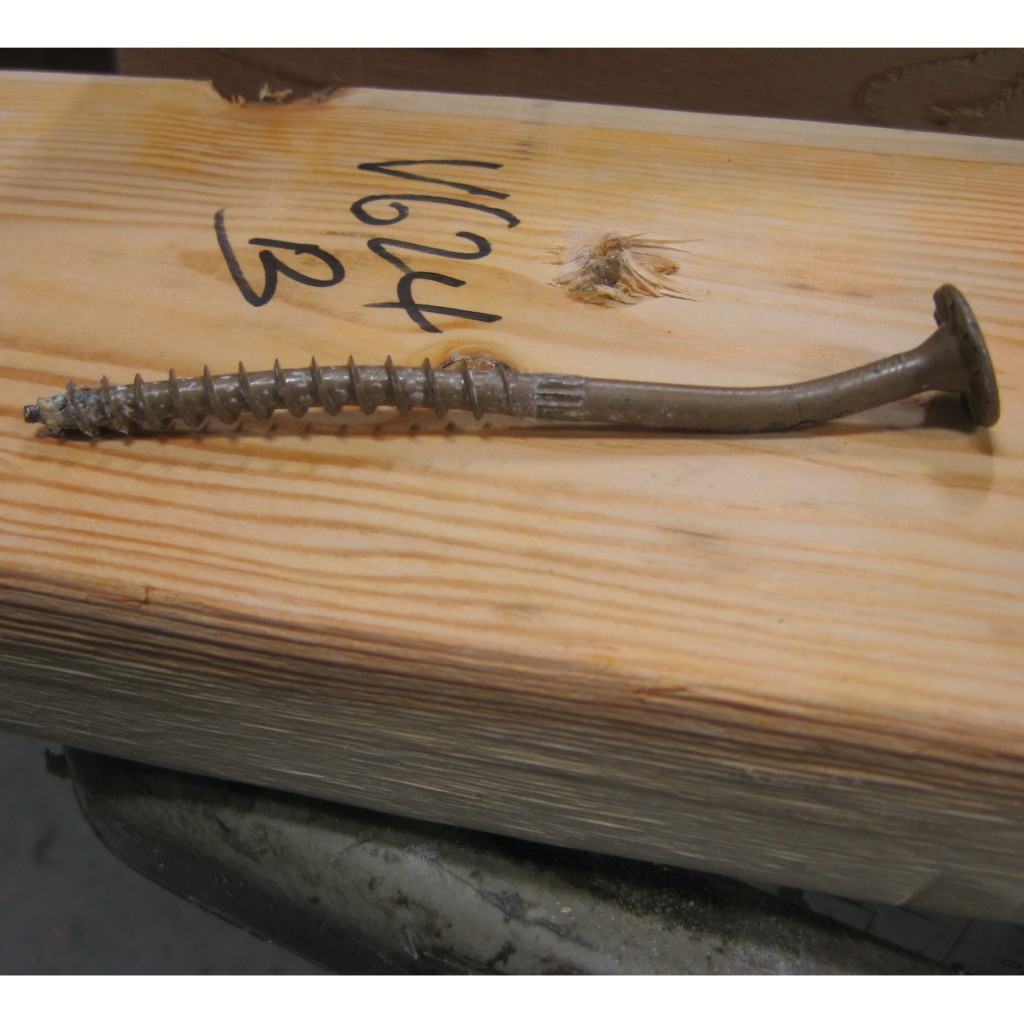
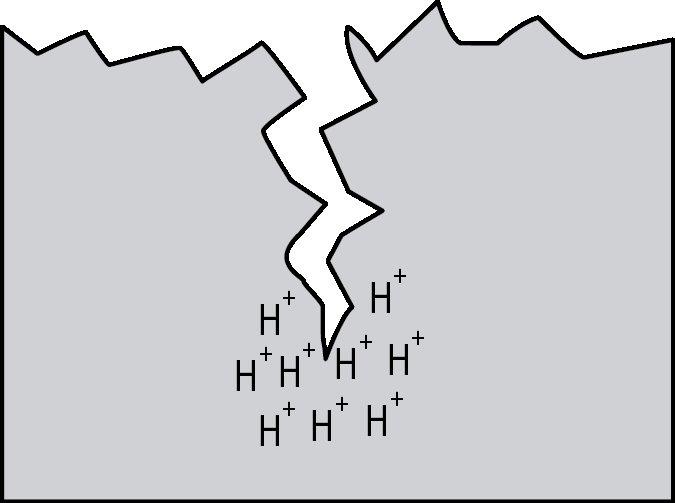
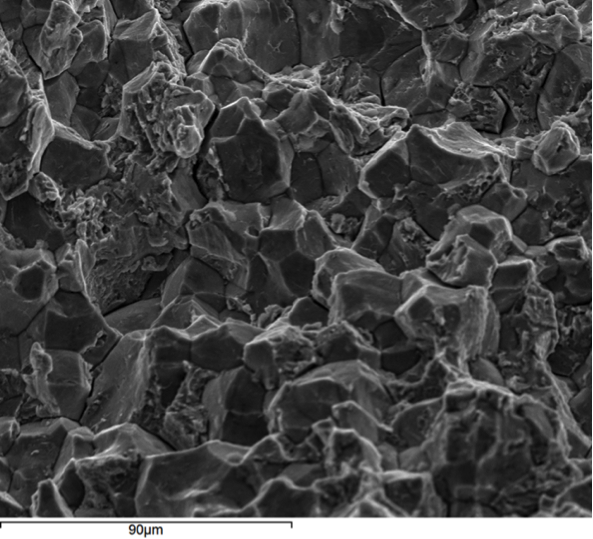
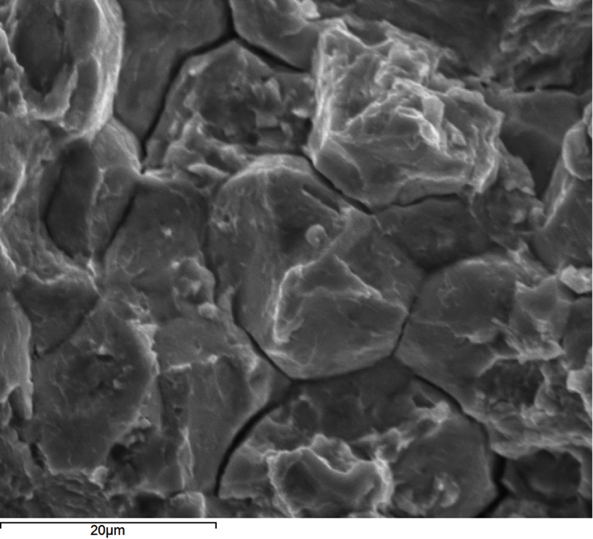
Hydrogen embrittlement is a significant permanent loss of strength that can occur in some steels when hydrogen atoms are present in the steel and stress is applied. Embrittlement occurs as hydrogen atoms migrate to the region of highest stress and cause microcracks. When a crack forms, the hydrogen then migrates to the tip of the crack (Figure 1) and causes continued crack growth until the effective fastener cross-section is so reduced that the remaining cross-section is overloaded and the fastener fails. Figures 2, 3 and 4 show a failure plane and coarse granular morphology and intergranular cracks (dark lines in Figures 3 and 4). These failures occur suddenly, without warning, after the fastener or rod has been loaded for a period of time.
Figure 1 – Conceptualized migration of hydrogen to the crack tip causing further cracking.Fig. 2Fig. 3Figure 2,3,4 – Scanning electron microscope images of intergranular cracking in a steel screw due to hydrogen embrittlement.
All three of the aforementioned conditions must be present for hydrogen embrittlement to occur:
A steel that is susceptible to hydrogen embrittlement
Atomic hydrogen (H+ ions, not H2 gas)
Stress, such as from tightening or applied loads
If an application involves these, then there is a possibility of hydrogen embrittlement and fastener failure. The possibility of and time to failure depend on the degree of each of these conditions. Therefore, the level of concern should depend on the degree to which the Designer expects all three of these conditions to be present in the application.
What steels are sensitive to hydrogen embrittlement?
A fastener’s susceptibility to hydrogen embrittlement increases with elevated tensile strength or hardness. It is generally accepted that good-quality fasteners with an actual (not specified) Rockwell C scale hardness of less than 38 (tensile strength of less than approximately 170,000 psi) are not ordinarily susceptible to hydrogen embrittlement. Fastener manufacturers often establish lower hardness limits as an extra margin of safety for variability that may occur in production.
When are hydrogen atoms (H+) present?
Hydrogen atoms can be introduced into a fastener from manufacturing or from the service environment.
Sources of hydrogen from manufacturing:
Hydrogen can be present in the steel-making process, but the amount present in good-quality steel is below the level that causes problems. The most common way that hydrogen is introduced during anchor and fastener manufacturing is from the cleaning and coating processes. These processes often utilize acids that produce hydrogen. Compounding this problem is that many popular coatings like zinc plating (ASTM B633) and hot-dip galvanizing (ASTM A153) create a barrier around the fastener that does not allow hydrogen to easily diffuse out of the fastener. Some coatings, like mechanical galvanizing (ASTM B695), do have sufficient porosity that hydrogen can diffuse through the coating at room temperature.
Manufacturers most commonly manage internal hydrogen sources by minimizing cleaning time and by baking plated fasteners after coating for a number of hours to help diffuse hydrogen through the coating and out of the fastener. In some cases, mechanical cleaning and alkaline cleaning are used to prevent hydrogen from being introduced.
In cases where internal hydrogen is not properly managed in the manufacturing process, failure usually occurs quickly, within 48 hours of fastener installation.
External sources of hydrogen:
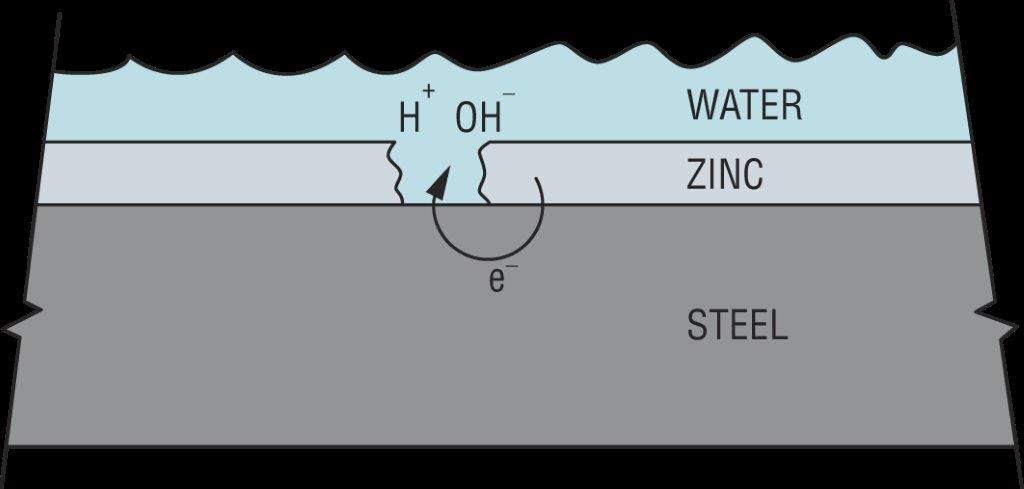
Hydrogen can also be introduced from the service environment. Zinc coatings galvanically protect steel from corrosion in damp or wet service environments. However, this process results in an electric current being passed through the water (H2O) to produce hydrogen (H+) and hydroxide (OH–) ions as shown in Figure 5. Since this process requires corrosion to generate the hydrogen, failures from externally generated hydrogen usually take much longer to occur than when internal hydrogen is the cause. Steel failure from externally generated hydrogen can take anywhere from weeks to years.
Figure 5 – Production of hydrogen (H+) from the galvanic protection of steel by a zinc coating
How much stress is too much stress?
Fortunately, for products that require very high-strength steels, hydrogen embrittlement risk diminishes, even for sensitive steels, as applied loads are reduced. For such products there are a number of complex tests that fastener manufacturers utilize in development and quality control to verify that the risk of hydrogen embrittlement is controlled for the intended application at the rated loads.
Closing thoughts
As illustrated in the discussion above, hydrogen embrittlement can be a serious concern for high-strength anchors and fasteners. A Designer should exercise great care to guard against the sudden brittle steel failure that this phenomenon can produce. There are a number of good practices to follow in this regard:
Do not utilize exotic high-strength steels with actual tensile strengths greater than 170,000 psi (Rockwell C-scale hardness of 38) without carefully considering hydrogen embrittlement risk. Note that actual tensile strength may be higher than specified tensile strengths.
Ensure that quality sources of high-strength fasteners are specified. High-quality manufacturers have design and manufacturing practices in place to guard against hydrogen embrittlement.
Use discretion in selecting very high-strength fasteners for corrosive applications since these conditions often produce hydrogen through the galvanic process.
We use cookies on this site to enhance your user experience. By clicking "I AGREE" below, you are giving your consent for us to set cookies. Privacy PolicyI AGREE
Privacy & Cookies Policy
Privacy Overview
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.




![Technical Report 12 Yield Limit Equations[1]](http://seblog.strongtie.com/wp-content/uploads/2014/01/Technical-Report-12-Yield-Limit-Equations1.jpg)