


“PAF, GAF or Pass?” is a question that designers are often faced with when they need to attach wood or mechanical, electrical, or plumbing (MEP) fixtures to concrete, steel, or masonry structures, because there are several considerations to be made when deciding whether to utilize a direct-fastening solution or to “pass” and utilize a different attachment method. This is Part One of a two-part series discussing power–actuated fasteners and their applications. Before we get into the nitty-gritty, let’s define these acronyms and discuss how these types of fasteners work.
General Overview
Powder-Actuated Fasteners
In general, a powder-actuated fastening system, or PAF, requires a powder-actuated tool, powder cartridge, and special hardened steel fasteners (studs or pins). The hardened steel pins or studs are driven into a substrate by the rapid expansion of gases from the powder ignition. As in a firearm, there is a primer and a load of gunpowder. However, instead of propelling a bullet down a barrel, the gases in a powder-actuated fastening system drive a steel rod, or piston, that acts as a hammer. This piston makes contact with the fastener at the end of the barrel, and the kinetic energy forces the fastener into the base material. Without a piston, the energy from the load would transfer directly into the pin creating a high velocity projectile. By introducing the piston, the energy from the load is transferred into the piston, which has a higher mass and the velocity is lowered, while the energy is preserved. The result is a low-velocity, high-energy tool that is safer to operate.
Powder loads come in varying strengths, allowing the user to fine-tune the driving force to the base material and control the pin penetration depth. Rather than list the loads by grain or weight of powder, the loads are categorized by caliber as well as a five-color labeling system that ranks strength ranging from brown (lowest) to purple (highest). A field test beginning with a low-power load and incrementally increasing power until the pin is properly set is the best way to determine the appropriate load for the base material of interest. In addition, your friendly, local Simpson Strong-Tie representative should be able to provide you with an initial suggestion.

In concrete and masonry, pins act similarly to nails in wood, where a significant portion of the holding strength comes from the friction and clamping forces caused by the radial displacement of the base material. Additionally, a process called “sintering” occurs, where high heat and pressure at the friction interface create a bond between the steel and concrete. These same mechanisms are present when a pin is driven into steel. In that case, however, instead of sintering there is an additional contribution from fusion. The heat that is generated as the pin passes through the steel base material fuses the exterior zinc layer of the pin to the substrate. As you might expect, pins will generally have higher performance in steel substrates than in concrete or masonry. Finally, in knurled fasteners, the grooves in the shank provide additional pullout resistance through mechanical interlock. Back to our wood-nail analogy, knurled-shank PAFs and ring-shank nails function similarly by increasing withdrawal resistance as the deformations in the shank create a keying effect.
Powder-actuated fasteners are an efficient way to fasten to concrete, concrete over metal deck, masonry, or steel and are often a contractor-preferred method due to their speed of installation. Simpson Strong-Tie produces an array of pins, loads, and tools. Shown below is the PTP-27L, a single-shot tool with an automatic piston reset.

As previously mentioned, selecting the appropriate load to achieve proper pin penetration is important, but equally important is selecting the correct pin for the application. The current Simpson Strong-Tie® Anchoring, Fastening, Restoration
and Strengthening Systems for Concrete and Masonry catalog (C-A-2023) provides a complete summary of available pins and their intended uses, including those designed for structural use, for electrical and mechanical connections, or even for fastening foam insulation. For the purposes of this blog, we are going to discuss the three primary, general-use powder-actuated pins — the PDPA, the PDPAWL, and the PDPAT (ESR-2138 ). 
The PDPA and PDPAWL are 0.157″-diameter, hardened steel pins that are available in plain zinc and mechanically galvanized coatings. The PDPA serves as a great general-purpose fastening solution while the PDPAWL (WL = Washer Large) is intended for fastening wood side members. The PDPAWL is a great solution for interior sill plates, and the mechanically galvanized coating option provides corrosion resistance when fastening to treated wood.
On the other hand, the PDPAT (T = top hat) has a top-hat-shaped washer that deforms and increases the pin’s head bearing area and is ideal for attaching light-gauge-steel side members. If you search for the “PDPAT” in either the Simpson Strong-Tie Wood Construction Connectors catalog (C-C-2026) or the Connectors for Cold-Formed Steel Construction catalog (C-CF-2026), you will find many instances where the PDPAT is used to fasten light-gauge hangers or CFS clips to various substrates. For example, the ITS hanger can be attached to steel wide-flange members using the PDPAT as shown below.

Gas-Actuated Fasteners
Gas-actuated fasteners, or GAFs, on the other hand, use gas fuel cells rather than powder loads to generate the energy to drive the pin. Generally speaking, gas cells impart less energy than powder and are a lower-density energy source. So, why use GAFs? For one thing, places such as schools, airports, and federal projects often restrict the use of firearms on the premises. Because PAFs use gunpowder, they may fall into the restricted category, necessitating the use of gas instead. Additionally, PAFs require a certification to operate whereas GAFs do not, GAFs are easier on the user due to less tool recoil, and gas tools offer faster installation and less downtime between shots, making them ideal for serial installations such as attaching drywall track or waterproofing membranes.
Appropriate uses for GAFs include applications where the substrate requires less force to drive the pin or deeper pin penetration is not required. For example, nailing interior CFS track to concrete is an application suited for GAFs and the new Simpson Strong-Tie G3 gas nailer. One final advantage of GAF’s is that their installation is significantly quieter than that of a PAF. So, if work is being performed in noise-sensitive areas like hospitals or where adjacent spaces are currently occupied, gas-actuated fasteners should be a strong consideration.

Simpson Strong-Tie G3 Gas Nailer.
Not only is the energy source different for GAFs, but the pins themselves differ. Simpson Strong-Tie has three general-use gas pins — the GDP, the GDPS, and the GDPSK. The GDP (ESR-2811) is a 0.106″-diameter pin intended for structural and nonstructural applications and has been tested in concrete, concrete over steel deck, masonry, and steel substrates. The GDPS is a stepped-shank fastener intended for fastening in steel up to 1/2″ thick, whereas the GDPSK is a knurled-shank fastener that is tested for applications into light-gauge steel, such as attaching sheathing or strapping, as shown below. Generally speaking, GAFs cannot penetrate quite as deep and have lower capacities as compared to pins driven by powder. However, lighter-duty applications such as those discussed previously present a perfect scenario for their use. 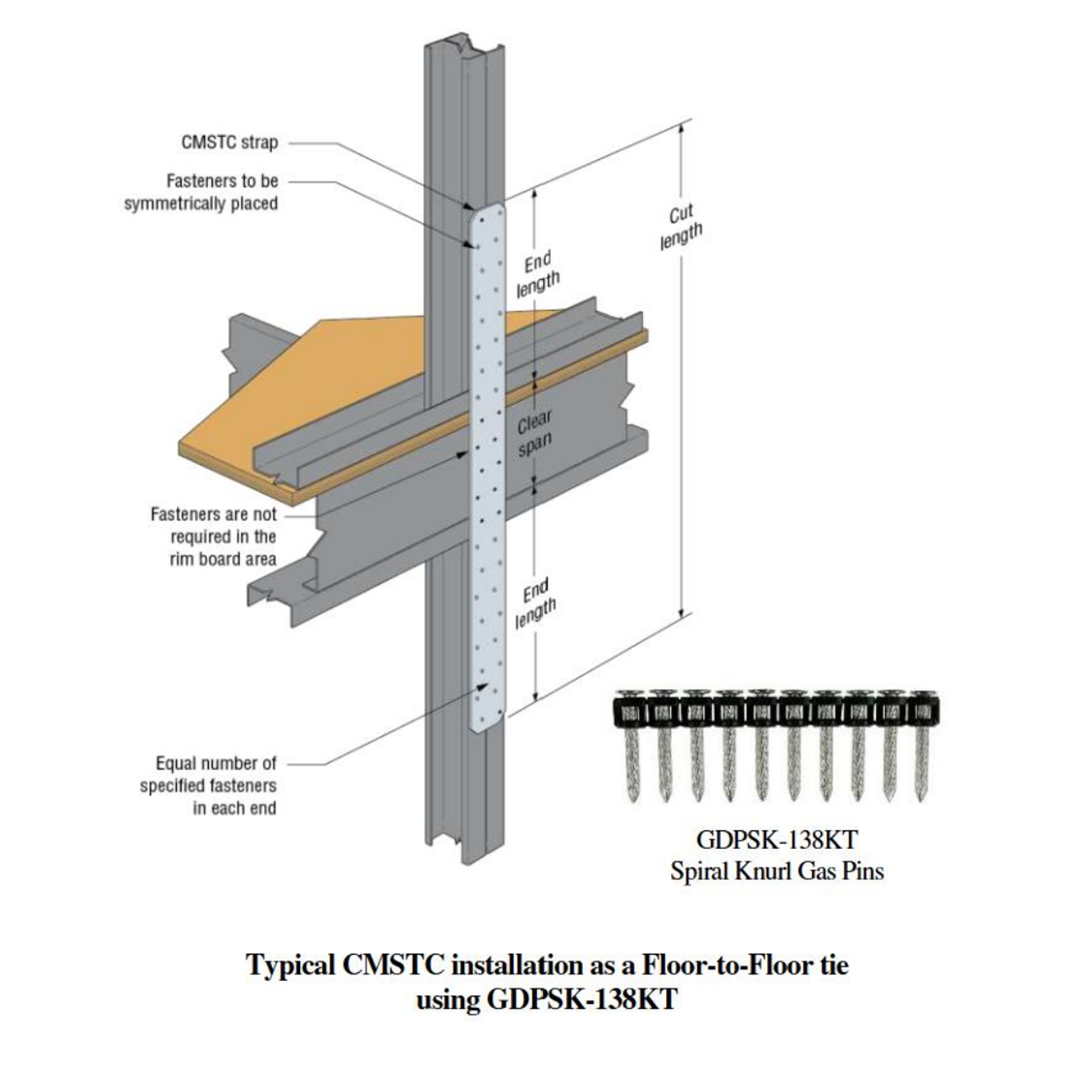
Now, both PAFs and GAFs fall into the broader category of power-actuated fasteners (note, the missing “d”). If you spend time perusing ASCE7 or AISI S100, you will notice the term “power-actuated fasteners” is used, indicating that the discussion pertains to all power-driven pins and is not restrictive to either powder or gas. For the remainder of this blog post, we will refer to power-actuated fasteners as PAFs.
Selecting Proper Fastener Length
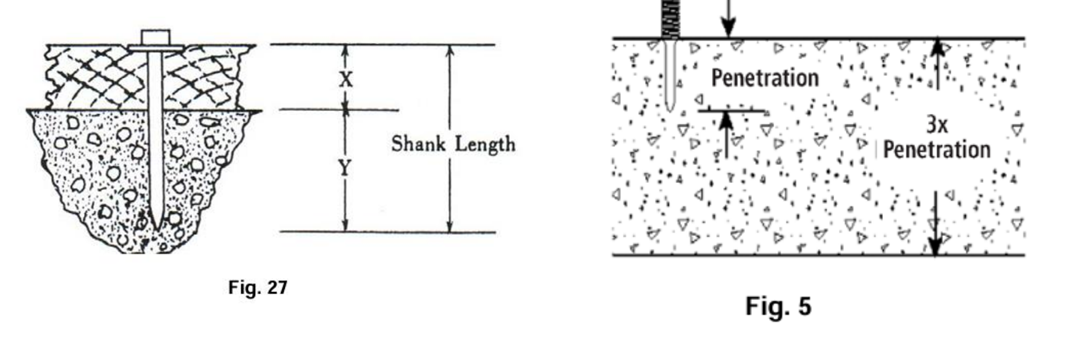
Fastener length must account for both the thickness of the material being fastened (e.g., wood sill plate or steel track) and the embedment into the base material. Manufacturers publish minimum embedment depths based on testing, which must be followed to achieve published capacities. In addition, the Powder Actuated Tool Manufacturers Institute (PATMI) —Basic Training Manual provides guidelines for minimum PAF embedment based on industry practice.
In concrete and CMU, select a length that achieves the minimum embedment depth, while not exceeding the minimum stated base material thickness. For example, in the case of fastening a 2x wood sill plate to concrete, the 0.157″-diameter PDPA has a minimum embedment of 3/4″, and a minimum concrete thickness of three times the fastener embedment. If the PDPAWL-287 (2 7/8″ long) is used, we find that the embedment into the concrete is 1 3/8″ when subtracting the thickness of the sill plate. This satisfies the minimum embedment and would require the concrete base material to be at least 4 1/8″ thick.
For steel, the length should allow the point to fully penetrate the opposite side of the base material for maximum gripping force, with the shank diameter not exceeding the steel thickness to avoid reduced capacity. However, always reference manufacturer performance data for specific embedment depths and conduct field tests to confirm suitability. Complete penetration through the steel base material is not always required to achieve published loads. For example, there are cases in ESR-2138 where minimum PDPA embedment depth is listed as being greater than the steel base material thickness, which can be achieved due to deformation of the steel base material. An image of this in practice can be seen below, where a dimple on the underside of the steel flange indicates the proper embedment of the PDPA for this particular installation.

Evaluation Reports and Approval for Project Use
The 2024 IBC, Section 104.2.3.6.1 titled “Evaluation Reports” provides a route for approval of PAFs for project use by testing and the issuance of an Evaluation Report by an approved agency. While the final say is still with the Authority Having Jurisdiction (AHJ), evaluation reports by agencies such as ICC-ES or IAPMO-UES are widely accepted. ICC-ES AC70 — Acceptance Criteria for Power-Actuated Fasteners Driven into Concrete, Steel and Masonry Elements provides the Acceptance Criteria (i.e., the testing criteria) pertaining to pins, and from here on we will refer to this simply as AC70.
Summary
We now understand how power-actuated fasteners work, the varying load strengths, the similarities and differences between powder-actuated and gas-actuated tools and pins, and the approval process for evaluation reports. Check out Part 2 of this blog series to understand the acceptable uses of power-actuated fasteners per ASCE 7 and ICC-ES AC70 and their limitations in elevated Seismic Design Categories.
