


Dan hit the nail right on the head . . . at Simpson Strong-Tie, Risk-Taking Innovation is central to our mission of helping people design and build safer, stronger structures. We’ve devoted a tremendous amount of effort and resources to thoughtfully cultivating a culture of innovation. And as Engineers, we’ve been armed with quite a toolbox of resources toward that end, including state-of-the-art testing laboratories, virtual modeling and simulation tools, 3D printing capabilities, old-fashioned engineering judgment, and last but certainly not least, the collective knowledge of hundreds of Simpson reps in the field.
This framework has served us well as we set off to develop innovative products, processes and services. However, in my 18-plus years at Simpson, I’ve also come to realize that innovation is rarely characterized by a lightbulb moment, as depicted by Walter Isaacson in various biopics, but rather is facilitated when there is a robust process in place to bring the right people together at the right time to focus on the right problems.
One of the first problems and subsequent innovation projects I worked on at Simpson was aimed at reducing the installed cost of top-flange I-joist hangers by eliminating joist nails altogether. At first glance, this undertaking seemed a bit derivative given that we’d recently introduced the face-mount IUS I-joist hanger with a snap-in seat feature.

However, we quickly found out that when we didn’t have face nails providing lateral restraint for the hanger flanges, this project was anything but derivative. The I-joist needed to be able to be easily installed with a single foot stomp or press down. This meant that the hanger flanges would need to bow out and spring back to the original position without causing inelastic deformation to the hanger flanges or Strong-Grip™ seat prongs that might compromise the uplift capacity. This also needed to work for the full range of hanger width and height combinations, each featuring a unique seat stiffness.

In addition to ease of installation and structural performance, we also wanted to ensure the joists remained firmly seated when in service and floor squeaks were minimized.

Over the course of over two dozen unique prototypes, we found just the right combination of joist hanger flange contour, flange and seat embossment size, quantity and placement, and Strong-Grip seat prong configuration. From these elements, the ITS I-Joist Top-Flange Hanger with Snap-In Bottom Flange was born. All these design features combined to satisfy our performance requirements, and as an ancillary benefit the importance of a thoughtful design of experiment was reinforced.
A more recent innovation project that I worked on was the Strong-Wall® High–Strength Wood Shearwall (WSWH).

The WSWH’s predecessor, the WSW, was a very successful product due to its versatility, ease of installation, and most of all, field trimmability, but the design values weren’t where they needed to be. For prefabricated shearwalls, the lateral design values are typically governed by allowable drift for both wind and seismic applications. While our primary goal was to increase strength and stiffness, we needed to ensure these performance characteristics didn’t come at the expense of ductility, deformation capacity, or post-peak vertical load-carrying capacity.

We initiated the project with the mindset that we could achieve our performance objectives by simply modifying the existing holdown, i.e., increasing bearing plate thickness, beefing up welding or adding steel stiffeners. Not only did this approach not give us the strength we needed, but it also introduced brittle failure mechanisms in the holdown and increased cost. At this point we decided to take a step back and return to first principles — I’ll add that some of the most significant innovation projects I’ve been involved with are also the simplest in form and function.
We knew that maximizing the section modulus of the LSL panel at the locations of highest stress would minimize panel drift. So we opted not to cut out sizable chunks of material to accommodate large welded holdowns and were more strategic about the milling and material removal we performed.

We knew there’s a reason why ACI 318 requires an 8D stretch length for anchor bolt design. So we moved the point of anchorage restraint higher in the panel and holdown element in order to capitalize on ductility from anchor bolt elongation.

We knew that fastener yield theory, as first detailed by Johansen, is characterized by plastic hinge formation in the fastener and localized wood bearing. So we looked to incorporate these elements into the WSWH design where it made sense. The behavior mechanics of the assembled WSWH prefabricated shearwall are shown below.
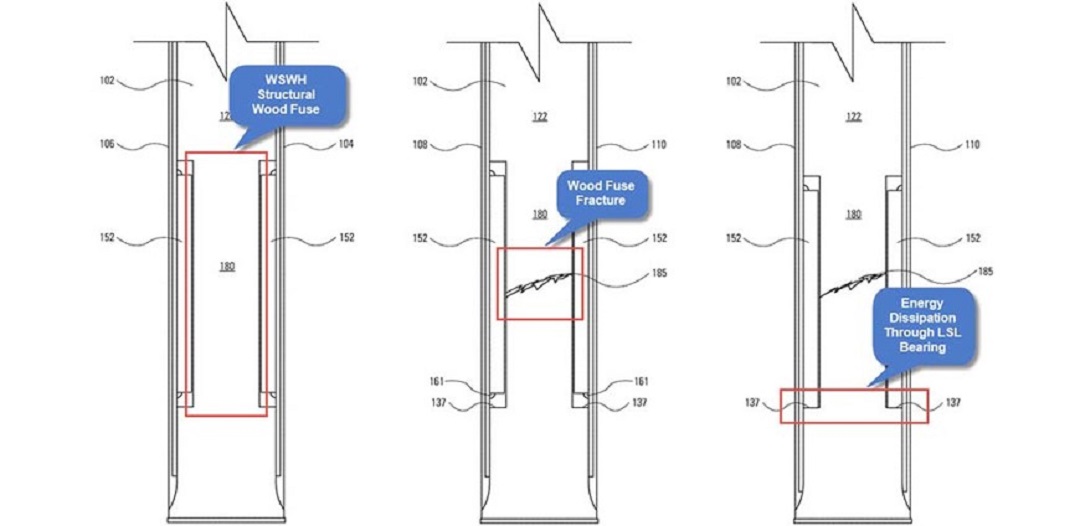
This innovative and patented design provided relative allowable design value increases ranging from 10% to 75%, depending on the model, while producing the closest approximation to elastic-perfectly plastic hysteresis curves I’ve seen to date. While maddening at times, this one was a fascinating project during which we learned a ton through empirical research and had a lot of fun breaking things along the way.
I’ll conclude this post on the same topic that Dan previously discussed — mass timber. This is a relatively new material to design and build with, and we as an industry are learning a lot as we go. For some recent developments, check out our SE Blog posts discussing the Heavy Seated Knife Plate Beam Hanger for Mass Timber and High-Capacity Tension Straps for Mass Timber Engineering. Also, look for upcoming SE Blog posts discussing Mass Timber Diaphragm Design, Construction Durability for Fasteners, and Tension Perpendicular-to-Grain Reinforcement.
