


Have you ever specified an adhesive for an unreinforced masonry (URM) retrofit? If so, you may have wondered about the difficulty of drilling holes at 22.5° from horizontal in order to properly install an anchor to take tension loads.
Also, maybe you’ve wondered why 22.5 degrees, or how they drill those slanted holes. Well, for one thing, drilling at an angle does pose challenges. Recently, however, Simpson Strong-Tie has made it easier for the contractor by providing options to install Simpson’s ET-3G™ epoxy into URM holes drilled using either diamond core drill bits or carbide drill bits (drilling in rotation–only mode). Let’s walk through the process first and then discuss how — spoiler alert — one of those methods is much faster than the other!

First, why the 22.5°? Where did that number come from? For all you math people out there, 22.5° is half of, you guessed it, a 45° angle! The idea is that the epoxy needs to adhere to as many brick wythes as possible while also extending through multiple layers of mortar in order to take significant tension loads. From an install perspective, 22.5° is easier to drill than 45°.
Second, the hole needs to be drilled at an angle, which is typically achieved with some sort of guide. One option is a 4x wood “guide” with holes predrilled at the required angle so that the drill bit stays aligned. Alternatively, the installer could use a visual guide that can be followed to stay at the correct angle. The angle matters specifically because the threaded rod is typically pre-bent to the correct angle such that nuts and washers will align parallel with the wall (perpendicular to the threaded rods). It’s especially important to have these angles aligned for installations into steel ledgers or for moment frame attachments to URM.
For drilling the holes, there are two possible methods. One is with a carbide drill bit in rotation-only mode. The other approved option, for Simpson ET-3G™ epoxy specifically, is to use a core drill bit. A carbide drill bit is typically used for drilling in concrete. In the case of drilling into URM, a standard carbide drill bit is used on a hammer drill but with the drill setting at rotation only. In other words, there is no hammer drilling allowed because it may fracture the substrate. Drilling without the hammer function can be a long process. For the core drilling process, on the other hand, a diamond tipped core drill bit is used. Core bits are specialty bits that are hollow with sharp leading diamond-tipped edges, thereby eventually removing a core of the substrate. In the core drilling process, water is injected in the drilling process continuously to control heat and make the drilling process go more smoothly. A bonus of wet core drilling is that the dust is contained, minimizing the need for dust extraction.

Which method is better? Of course that’s a subjective question, but I think most professionals would agree with the old adage, “time is money” (often credited to Benjamin Franklin, 1748, in case you wondered).
In order to get an accredited evaluation report for adhesive anchoring into URM, the required testing per ICC-ES AC60 must be done on an actual URM structure! I was lucky enough to get to facilitate this testing for Simpson Strong-Tie and spent some time in Sacramento, CA, helping to make sure the testing went smoothly. Since I was at the actual jobsite observing the installation of the ET-3G™ epoxy into URM, we decided to accurately time the drilling of each hole. An equal number of core-drilled and carbide-drilled holes were created in order to install and test the anchors so that the test values could be submitted to IAPMO-UES to procure an evaluation report in accordance with the testing criteria, AC60, for URM. The testing was submitted, and now Simpson’s ET-3G is approved per IAPMO-UES Report ER-870. To get an average ultimate test value into URM, at least five anchors installed after drilling with each drill bit type must be pull-tested. All five anchors have to be installed using the published methods per the manufacturer’s MPII and then pull-tested to five times the target allowable load. For both core drilling and carbide drilling, the epoxy is installed into Simpson ETS steel screen tubes outside of the hole first. The screen tubes are then placed into the predrilled hole and finally the threaded rod is placed into the screen tube (while rotating the rod), thereby pushing the epoxy through the holes in the screen tube to bond with the threaded rod, mortar and brick. Both methods achieved the maximum values that are allowed for ET-3G into red brick (URM).
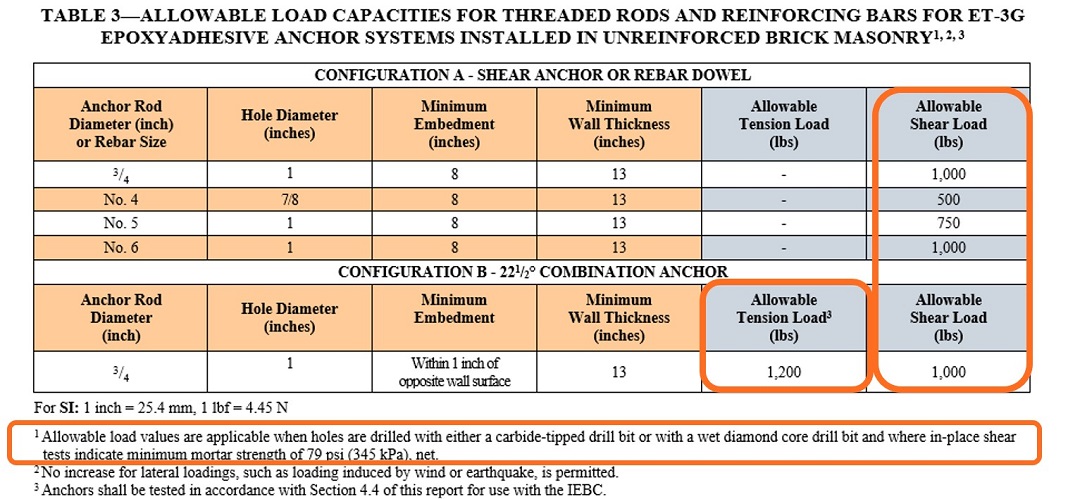
See footnote 1 in the table above from IAPMO Report ER-870, which shows the same values for the ET-3G epoxy using either drilling method.
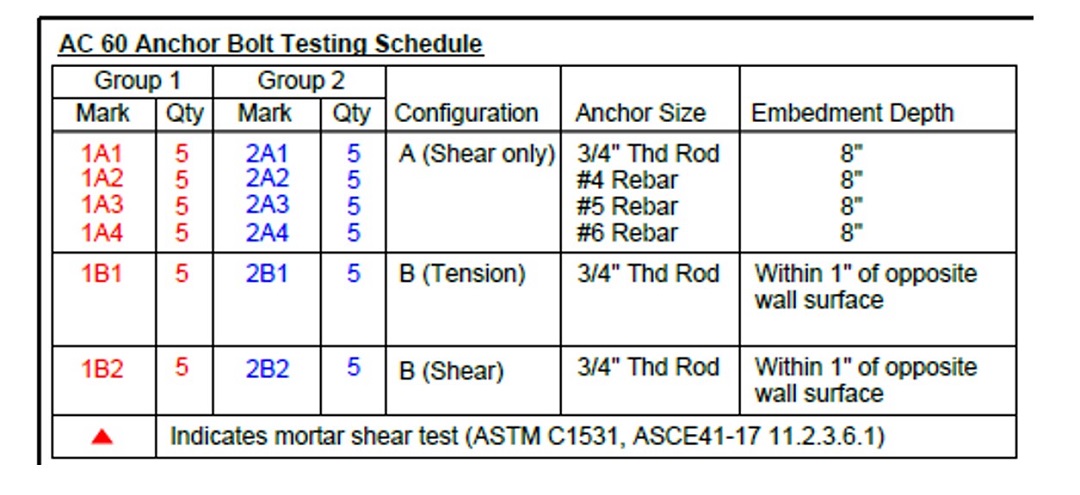
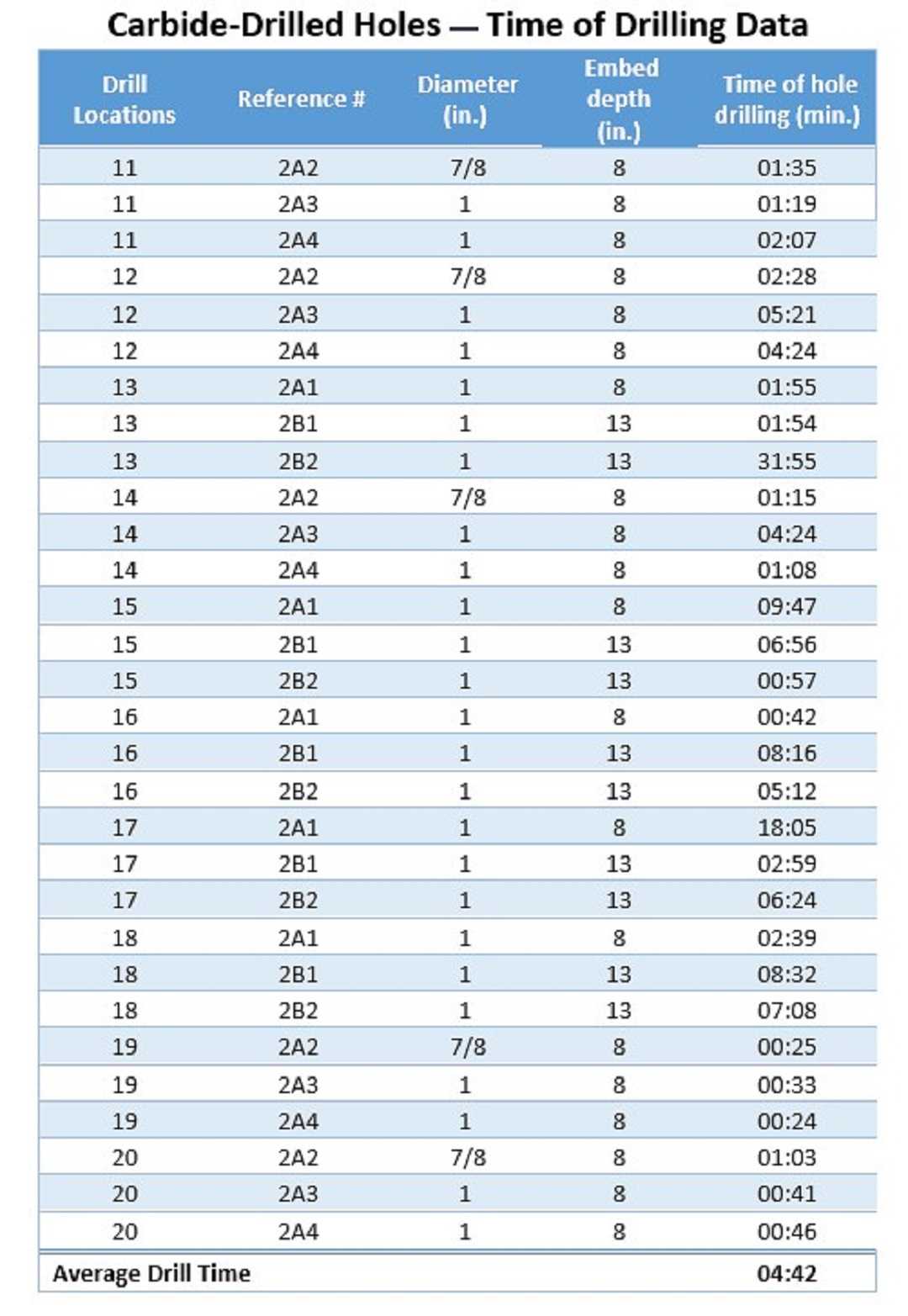
Okay, to cut to the chase, which one was faster? Per the Anchor Bolt Testing Schedule copied below, Group 1 in red text was drilled using a core drill bit. Group 2 in blue text was drilled with a carbide drill bit. The anchors with “A” nomenclature were installed straight into the wall, which is allowed for anchors taking shear loads only, not tension, per “Configuration A” values in Table3 above. The anchors with “B” nomenclature were installed at the 22.5° angle classified as “Configuration B” (shown in the figure above), which allows the anchors to take both tension and shear loads.
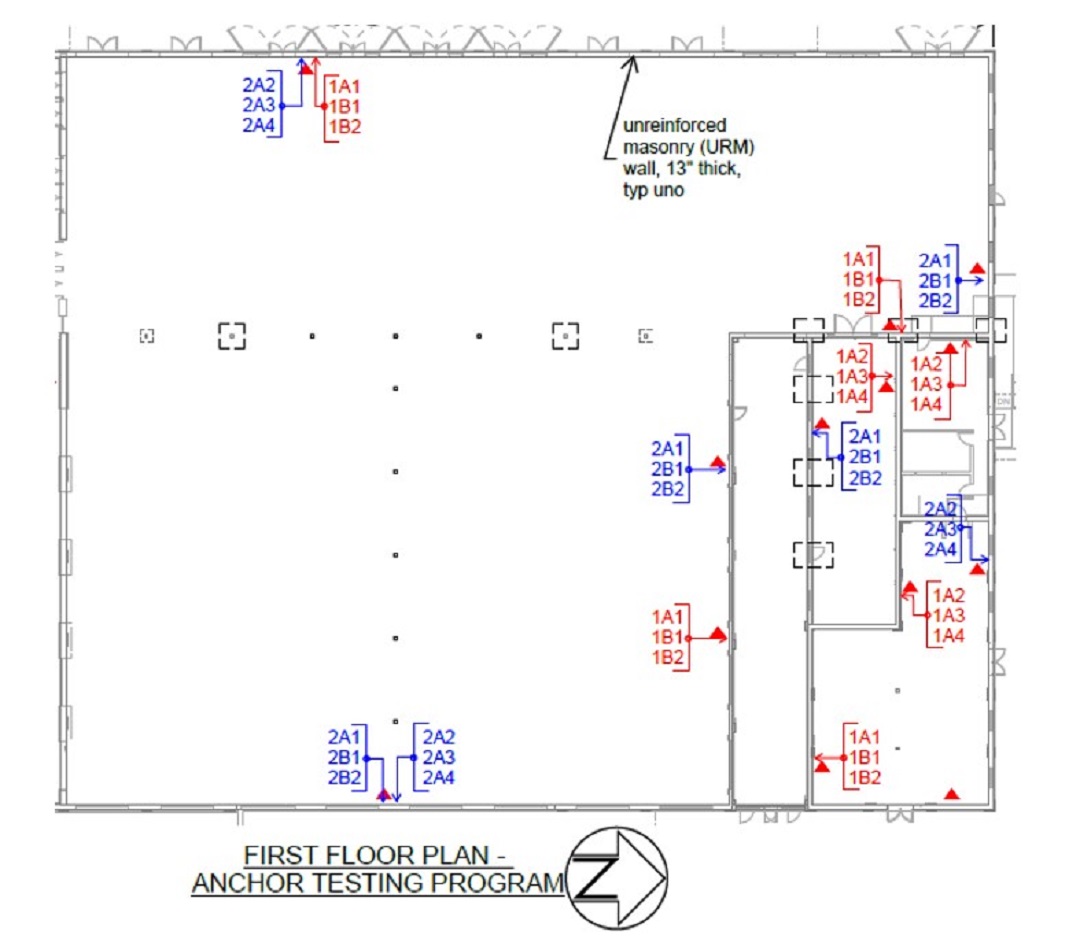
See the partial plan for anchor test locations below provided by Buehler Engineering Inc. in Sacramento, who were kind enough to partner with us in this process.
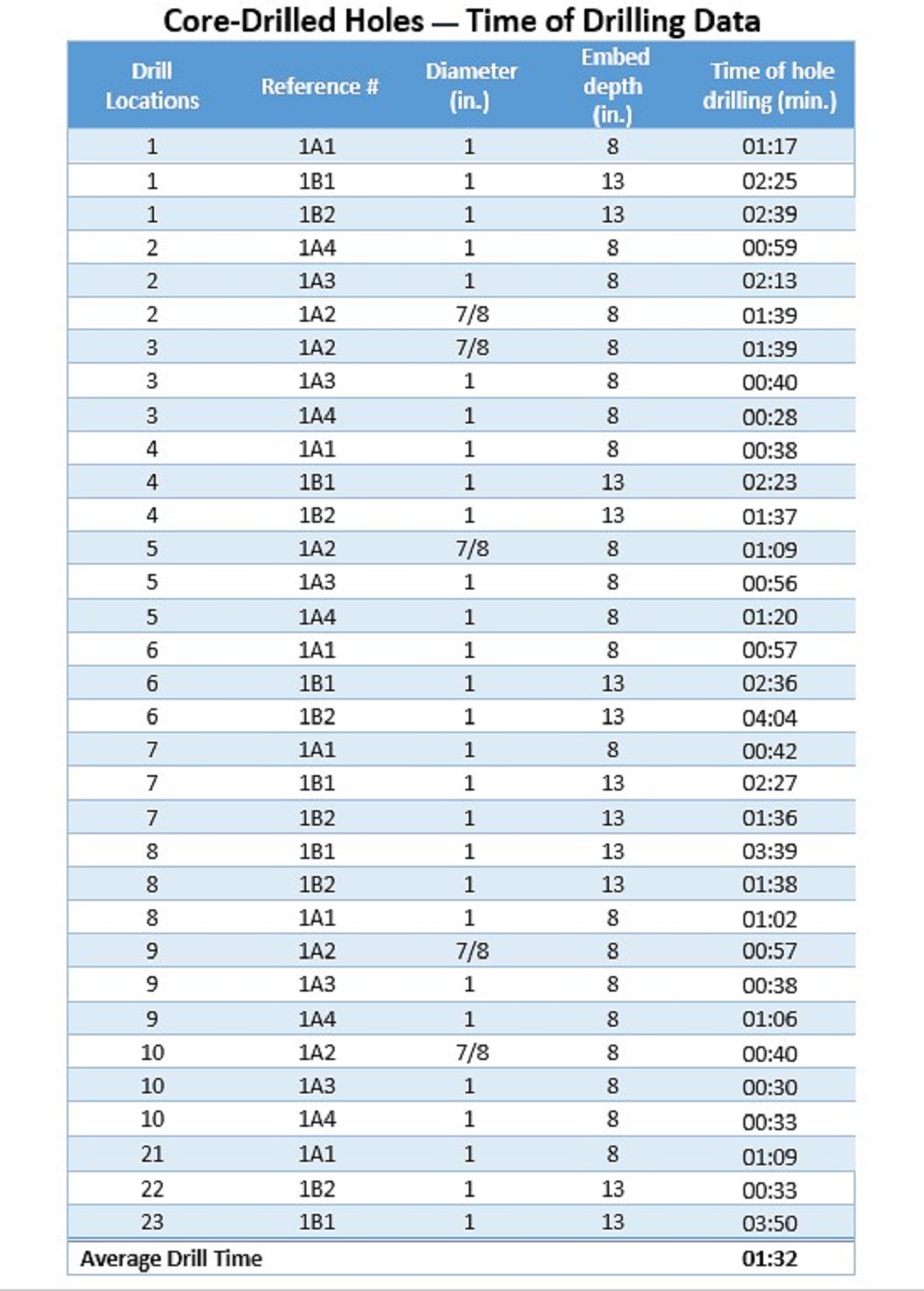
he drilling times for both methods for both Configuration A and B holes were recorded, compiled and averaged below.
Group 1: Core-drilled holes = 1 minute and 32 seconds on average.
Group 2: Carbide-drilled holes = 4 minutes and 42 seconds on average.
Per our findings, core drilling is at least three times faster than drilling carbide-drilled holes — saving on average more than 3 minutes per drilled hole!
Saving almost 3 minutes and 30 seconds per drilled hole!
Think about this for your next project: If you agree with Ben Franklin that time is money, a contractor can save a lot of money in labor costs if they choose to install Simpson’s ET-3G anchoring epoxy into core-drilled holes.
Let’s say there are as few as 120 holes on your project, that’s 360 minutes saved, or six man hours! I will tell you that any contractor would be thrilled to save six man hours, almost a days’ work!. Not shown in the data was also the opinion of the installers drilling the holes. The physical force that had to be exerted on the carbide drill bit (in rotation-only mode, of course) to drill the holes was substantial, specifically when drilling at a 22.5° angle; the installers said that they definitely preferred to drill the holes with diamond core drill bits.

I recommend specifying Simpson’s ET-3G epoxy for your next URM retrofit utilizing shotcrete,attaching ledgers or steel moment frames. (We have those, too). Forward this blog post to your contractor and let them decide the best method to use!
