Our academia posts are dedicated to helping our customers and the general public acquire a deeper understanding of solutions and how they relate to the industry.
When it comes to choosing a training facility, there are many well-researched principles about what makes an environment conducive to improved adult learning.
While we try to hold all training events in facilities that meet most of these principles, (even when traveling to our customers or users means we have to conduct events in hotel meeting rooms) we prefer to host you at our own locations.
To this end, we invest a tremendous amount of time and resources to build and offer dedicated training facilities across the country. These facilities meet all the basic requirements for improved adult learning, but much more as well.
By having our own dedicated training facilities, we can provide learners with a much richer experience and contextually relevant displays.
These displays include partially deconstructed wall segments, foundations and roof systems that give learners a bigger picture of the applications being studied.
Many displays allow for hands-on installations and exercises that allow for improved comprehension of the product use and limitations. Even for the engineering community, who typically are limited to images from a catalog, the hands-on activities add great value. It’s always interesting to see the reaction that engineers have to actually seeing a system approach and having an opportunity to participate in learning that goes way beyond sitting and listening to a lecture.
Sometimes learners just need to see, feel or hold something in order to really understand a concept or product application. We make every effort to bring legitimate educational content to our workshops, supported by products that we hope will furnish solutions to your needs.
Many of our facilities include a plant tour and/or testing-facility tour as well. While these components don’t always align directly with the learning objectives, they do offer a chance for our guests to raise their energy levels and get a better understanding of that scale, capabilities, and commitment to quality that we bring to bear in our endeavor to help people build safer structures.
Additionally, we offer our facilities to customers, associations and industry organizations to use for their own meetings and training events. If you haven’t been to one of our workshops or visited one of our facilities, I highly encourage you to join the 35,000 plus who have over the last four years. You can find a complete list of workshops on our training home page. I expect that you’ll find it an educational and highly engaging experience that helps you build safer structures as well.
Simpson Strong-Tie training courses and webinars are focused on improving building standards and the overall safety of structures. With eight training centers across North America, Simpson Strong-Tie provides hundreds of complimentary classes to engineers, architects, builders and code officials each year. In fact, we have trained more than 24,000 participants online and in-person in 2016 alone.
“The workshops are very interactive,” explained Charlie Roesset, Director of Training for Simpson Strong-Tie. “Depending on the course, students may have the opportunity to view product samples or take part in product testing and installations.”
Tip #1 Make Training Offerings Work for You
If you specialize in a specific discipline, look for courses that are targeted to your area of interest or expertise. Simpson Strong-Tie courses include a broad range of topics from anchor system installation and engineered wood frame construction to seismic and high-wind design. We also incorporate the latest building-code updates and industry trends into our training curriculum. No matter where you are in your professional career, we offer a course that’s right for you. There are introductory courses as well as more advanced workshops for repeat and seasoned attendees.
Training participants receive a certificate of attendance with professional development hours (PDHs) at the end of each workshop, and may earn continuing education units (CEUs) and/or learning units (LUs) by completing additional requirements. Simpson Strong-Tie is a registered education provider with a number of industry organizations and associations including CSI, BIA, ACIA, AIBD, ICC, AIA* and IACET**.
Tip #2 Find Trainings That Are Current
Do your research to find workshops and online courses that are regularly updated to reflect changes within the industry. For example, we have regular trainings that focus on the new seismic retrofit ordinances in various municipalities on the West Coast (such as Los Angeles’ Soft-Story Retrofit Ordinance) and others on high-wind design and construction in the Southeast. Our trainings are tailored to your design needs based on your practice’s location.
Full-day workshops typically run from 8:00 a.m. to 4:00 p.m. Classes are often tailored toward specific audiences types to ensure that the training is appropriate and effective. Many courses are team-taught by registered engineers to provide in-depth technical expertise in the subject matter. While much of the instruction is technical in nature, many real-life examples and hands-on demonstrations are provided to help all attendees fully understand the material presented.
Tip #3 Hear What Other Structural Engineers Have to Say
It is always a good sign when others in your field have good things to say about the courses they have taken. Below are some comments past participants have said about our training offerings:
Fred B., S.E., an engineer from Las Vegas, NV, has been a regular attendee of Simpson Strong-Tie workshops. He says the training keeps him informed of topics relevant to his industry and is a great way to keep up with his professional development hours. “Some of the courses offered by other groups are just not that interesting and they can be quite expensive. Simpson programs are interesting, hands-on and free. It’s the whole package.”
Bob N., an engineer from Richmond, VA, wrote, “Keep up the good work; I have found your seminars to be well done, pertinent, and useful. We also specify a lot of your products because of the training and the fact that you have an excellent product line.”
Kathy P., an engineer from Somerville, TX, shares: “You guys are so great! You teach well and keep it interesting. . . . . You support the industry to the benefit of everyone, not just your bottom line, and you make educational credits cost effective. Thank you, thank you, thank you!”
Sign up for a workshop and find out more about Simpson Strong-Tie training programs, including our latest online courses, by visiting www.strongtie.com/workshops.
* Simpson Strong-Tie is registered with the American Institute of Architects, Continuing Education System (AIA CES) as a provider of AIA Learning Units (AIA LUs).
** Simpson Strong-Tie is accredited by the International Association for Continuing Education and Training (IACET) and is authorized to issue the IACET CEU.
Written by Minara El-Rahman in collaboration with the Simpson Strong-Tie Training Department.
In time for spring and summer 2017 construction projects, Simpson Strong-Tie has launched the newest version of the Strong-Wall Shearwall Selector for use with engineered design. The latest release is an easy-to-use Web-based application (that’s right, no software to download) that has been updated to comply with the 2015 IBC and now provides solutions for all three Strong-Wall Shearwall types: the Steel Strong-Wall® shearwall (SSW), the Strong-Wall wood shearwall (WSW) and the wood Strong-wall shearwall (SW). If you are familiar with the Strong-Wall Shearwall Selector, you can begin using the web application immediately. For those of you who would like to know more about the web app, please read on.Continue Reading
We encourage all our employees to always keep learning and seeking out resources that can stimulate new ideas or help improve processes in their jobs. Webinars are a great way for you to stay engaged in your profession and learn new things about the industry. They mix the convenience of online availability with the interactivity of live seminars, and because some are free or offered at a much lower cost than live trainings, they make it even easier to stay up to date on current issues in your field. Our top three reasons why you should attend structural engineering webinars are below:
Close up shot of webinar on a laptop.
Some Webinars Offer Continuing Education Credits
Webinars for structural engineers can be very useful for staying current with professional development requirements. Look to see if the webinar you are interested in attending offers credits. Simpson Strong-Tie offers a wide range of webinars that allow structural engineers to earn CEU and PDH credits. There are plenty of other professional organizations that offer accredited webinars for structural engineers, also. Paul McEntee shares his list of recommended professional resources (including webinars) for structural engineers here.
If you can’t make it to a live training session, using webinars to learn about the most recent products and technology is an effective way to stay current in the field. Whether you want to learn about the latest in prefabricated Strong-Wall® Shearwall panels or to gain fuller understanding of Best Practices for FRP Strengthening Design, webinars can help you design using the most advanced technology.
What was the best webinar you’ve attended? Why was it so good, or what was it you learned? Let us know in the comments below.
On December 1, 2016, Simpson Strong-Tie hosted a webinar titled “The Design Fundamentals of FRP Strengthening” in which Justin Streim, P.E. – one of our Field Engineers – and I discussed the best practices for fiber-reinforced polymer (FRP) strengthening design. The webinar examines FRP components, applications and installation. It also features an example of the evaluation that went into a flexural-beam-strengthening design and discusses the assistance and support Simpson Strong-Tie Engineering Services offers from initial project assessment to installation. Watch the on-demand webinar and earn PDH and CEU credits here. During the live webinar, we had the pleasure of presenting to more than 1,500 engineers who asked nearly 300 questions during the Q&A session. Here is a curated selection of Q&A from that session: Can you discuss the flexural strengthening for reinforced masonry walls? Out-of-plane flexural strengthening can be provided with FRP on the required face of wall. In-plane (or shear wall type) flexural strengthening can also be provided with vertical FRP strips near the ends of walls. In general, by what percentage can FRP solutions increase the strength of existing concrete shearwalls? This really depends on the existing wall, but we have seen strength increases of 22% in our testing of one layer of glass fabric installed on 8″ thick ungrouted CMU shearwall. How does FRP compete in terms of cost? It seems like a cost-prohibitive solution compared to other remediation techniques in the absence of other limiting factors (space limitations, etc.). FRP may be expensive on a cost/SF basis. However, if you compare it with the materials and labor involved in section enlargement or demolishing parts of buildings, it becomes cost effective. FRP installations are also not unsightly like bolted steel plates or wide flange members slung under concrete slabs/beams. Who designs the FRP system: Simpson Strong-Tie or the Structural Designer? The Simpson Strong-Tie Engineering Services group provides the FRP design on most projects, but we have also worked with the engineer on record (EOR) to check their FRP design on projects. Are there any deformation compatibility issues between carbon fiber or glass and existing reinforcing bar that need to be accounted for in design? Is long-term creep similar to that seen with reinforcing bar? CFRP and GFRP have different elastic moduli from each other and from steel. When designing an FRP strengthening solution, these differences must be taken into account. For flexural applications, the FRP should be designed to fail from debonding after the internal rebar begins to yield. Creep is taken into account in design equations through reduction factors and stress checks. Will ACI 440 be updated to include the use of FRP with post-tensioned beams (i.e., unbonded tendons)? Does Simpson Strong-Tie do all stress checks based on gross section properties when total stress is < 12sqrtf’c? Yes, there is an ACI 440 committee working on including an unbonded PT section in ACI 440.2R. We will work with the EOR to determine what section properties are most appropriate for the specific member being evaluated. Can you increase deflection limits with FRP? While FRP does help to limit deflection in members, members with deflection issues are not typically candidates for FRP repair. Prestressed laminates as used in Europe would be a better solution for a member with deflection issues. We do not currently offer prestressed laminates but may in the future. Does an aesthetic coating interfere with bridge inspection? What is inspection looking for? Delamination or other defects? A coating could interfere with a visual inspection of the FRP surface. A visual inspection can reveal changes in color, debonding, peeling, blistering, cracking, crazing, deflections, indications of reinforcing-bar corrosion, and other anomalies. In addition, ultrasonic, acoustic sounding (hammer tap) and thermographic tests may indicate signs of progressive delamination. ACI 440 and AC 178 have extensive special inspection recommendations.
In this free webinar we dive into some very important considerations including the latest industry standards, material properties and key governing limits when designing with FRCM. Continuing education credits will be offered for this webinar. Participants can earn one professional development hour (PDH) or 0.1 continuing education unit (CEU).
For complete information regarding specific products suitable to your unique situation or condition, please visit strongtie.com/css or call your local Simpson Strong-Tie RPS specialist at (800) 999-5099.
On December 1, 2016, Simpson Strong-Tie hosted a webinar titled “The Design Fundamentals of FRP Strengthening” in which Justin Streim, P.E. – one of our Field Engineers – and I discussed the best practices for fiber-reinforced polymer (FRP) strengthening design. The webinar examines FRP components, applications and installation. It also features an example of the evaluation that went into a flexural-beam-strengthening design and discusses the assistance and support Simpson Strong-Tie Engineering Services offers from initial project assessment to installation. Watch the on-demand webinar and earn PDH and CEU credits here.
During the live webinar, we had the pleasure of presenting to more than 1,500 engineers who asked nearly 300 questions during the Q&A session. Here is a curated selection of Q&A from that session:
Can you discuss the flexural strengthening for reinforced masonry walls?
Out-of-plane flexural strengthening can be provided with FRP on the required face of wall. In-plane (or shear wall type) flexural strengthening can also be provided with vertical FRP strips near the ends of walls.
In general, by what percentage can FRP solutions increase the strength of existing concrete shearwalls?
This really depends on the existing wall, but we have seen strength increases of 22% in our testing of one layer of glass fabric installed on 8″ thick ungrouted CMU shearwall.
How does FRP compete in terms of cost? It seems like a cost-prohibitive solution compared to other remediation techniques in the absence of other limiting factors (space limitations, etc.).
FRP may be expensive on a cost/SF basis. However, if you compare it with the materials and labor involved in section enlargement or demolishing parts of buildings, it becomes cost effective. FRP installations are also not unsightly like bolted steel plates or wide flange members slung under concrete slabs/beams.
Who designs the FRP system: Simpson Strong-Tie or the Structural Designer?
The Simpson Strong-Tie Engineering Services group provides the FRP design on most projects, but we have also worked with the engineer on record (EOR) to check their FRP design on projects.
Are there any deformation compatibility issues between carbon fiber or glass and existing reinforcing bar that need to be accounted for in design? Is long-term creep similar to that seen with reinforcing bar?
CFRP and GFRP have different elastic moduli from each other and from steel. When designing an FRP strengthening solution, these differences must be taken into account. For flexural applications, the FRP should be designed to fail from debonding after the internal rebar begins to yield. Creep is taken into account in design equations through reduction factors and stress checks.
Will ACI 440 be updated to include the use of FRP with post-tensioned beams (i.e., unbonded tendons)? Does Simpson Strong-Tie do all stress checks based on gross section properties when total stress is < 12sqrtf’c?
Yes, there is an ACI 440 committee working on including an unbonded PT section in ACI 440.2R. We will work with the EOR to determine what section properties are most appropriate for the specific member being evaluated.
Can you increase deflection limits with FRP?
While FRP does help to limit deflection in members, members with deflection issues are not typically candidates for FRP repair. Prestressed laminates as used in Europe would be a better solution for a member with deflection issues. We do not currently offer prestressed laminates but may in the future.
Does an aesthetic coating interfere with bridge inspection? What is inspection looking for? Delamination or other defects?
A coating could interfere with a visual inspection of the FRP surface. A visual inspection can reveal changes in color, debonding, peeling, blistering, cracking, crazing, deflections, indications of reinforcing-bar corrosion, and other anomalies. In addition, ultrasonic, acoustic sounding (hammer tap) and thermographic tests may indicate signs of progressive delamination. ACI 440 and AC 178 have extensive special inspection recommendations.
In this free webinar we dive into some very important considerations including the latest industry standards, material properties and key governing limits when designing with FRCM.
Continuing education credits will be offered for this webinar. Participants can earn one professional development hour (PDH) or 0.1 continuing education unit (CEU).
For complete information regarding specific products suitable to your unique situation or condition, please visit strongtie.com/css or call your local Simpson Strong-Tie RPS specialist at (800) 999-5099.
If you are a civil engineering student finishing your degree, you are probably starting to explore all the options and opportunities available in the workforce. While structural engineering may be a specialized discipline, there are many paths and backgrounds that can lead someone into an exciting career that is innovatively transforming modern development in cities and towns all over the world.Continue Reading
On Thursday, May 5, 2016, Washington State University at Pullman, state dignitaries, construction leaders, WSU construction alumni, PACCAR management, Simpson Strong-Tie management and the press celebrated the grand opening and dedication of the PACCAR Environmental Technology Building (PETB) and the Simpson Strong-Tie Research and Testing Laboratory.
The Simpson Strong-Tie team comprised senior leadership, engineering and marketing representatives, led by our CEO, Karen Colonias. In her speech at the opening ceremony, Karen Colonias highlighted the leadership of Simpson Strong-Tie in the engineering and construction materials industry in the U.S. and the world. She emphasized the longstanding partnership between WSU and Simpson Strong-Tie, which spans over twenty years of collaboration in various testing and code development programs, and communicated our excitement at the opportunity to collaborate more closely with WSU’s highly respected engineering department on testing and engineering programs.
Karen Colonias speaking at the Grand Opening
The Paccar Environmental Technology Building (PETB) is 96,000 square feet and houses the Composite Materials and Engineering Center (CMEC) – a highly integrated hub of interdisciplinary research and education in the areas of renewable materials, sustainable design, water quality, and atmospheric research. The shared space in this new building will foster the synergy needed to find new solutions to complex industry problems, such as creating human environments that are at once safe, economical and resilient.
The Simpson Strong-Tie® Research and Testing Lab at Washington State University (WSU) is a versatile laboratory designed specifically for the structural testing and prototyping of tall timber buildings, post frame buildings, concrete durability, building repair and retrofit and deck safety, as well as seismic and wind mitigation.
The lab includes a high-capacity reaction 28′ x 46′ concrete floor area with tie-downs, 75-kip capacity at two foot centers through the floor area; a high-capacity wall 28′ long by 2’thick by 18′ tall strong wall that is capable of withstanding a 200-kip reaction in any direction; a central 90-gallon-per-minute hydraulic pump, overhead crate and concrete mixing station. The laboratory is a dynamic space to test new material and design concepts developed in the PETB. This is one of the most visible spaces in the PETB and includes capabilities for mock-ups of new building systems, structural testing and advanced digital manufacturing. Adjoining the lab is an outdoor 32′ by 52′ reaction slab that allows for project display (e.g., Solar Decathlon competition), for developing taller and or larger structures than would be possible on the interior strong floor and for natural weather exposure testing.
The lab is part of the Composite Materials and Engineering Center (CMEC), which has been a leader in the development of wood composite materials for more than 65 years. It is an International Code Council–accredited testing facility. The laboratory highlights engineered wood composites and is constructed of cross-laminated timber, glulam, Parallam and, of course, Simpson Strong-Tie® No- Equal connectors.
Simpson Strong-Tie and WSU, as Karen Colonias mentioned in her speech, have a longstanding and productive partnership going back over 20 years. The two institutions have worked together in a number of areas, including new product testing, deck safety and seismic risk mitigation.
The faculty of the Composite Materials and Engineering Center is committed to addressing the challenge of restoring and improving the U.S. civil infrastructure and offering an integrated approach linking material discovery, manufacturing innovation, product development, and customized design methodologies that will lead to high-performing, cost-effective solutions for the built environment. The core faculty possess diverse expertise that spans materials science (polymers, wood, cement, steel), durability and corrosion protection, manufacturing and sustainable design. The faculty also has a long history of involvement in developing building codes, standards and product acceptance criteria.
This year, the WSU Voiland College of Engineering and Architecture has more than 1,050 students enrolled in civil engineering, architecture and construction management programs. The alumni from these programs are founders of and senior executives in America’s top construction and design firms. The Wall Street Journal ranked WSU among the 25 universities whose graduates are top-rated by industry recruiters, and the Civil Engineering program is the 13th largest in the nation.
On October 29, 2016, and in line with this partnership, Simpson Strong-Tie is conducting its first annual engineering symposium at Washington State University Pullman. In this symposium, Simpson Strong-Tie engineers will share with the engineering and construction management students the various career opportunities that are available in the industry upon their graduation and introduce them to the exciting history of research and innovation at Simpson Strong-Tie. The Symposium will also include testing in the new lab of our No-Equal structural connectors and solutions.
At Simpson Strong-Tie, we are excited to be strengthening the partnership and increasing the collaboration with WSU faculty and students. We are looking forward to an extended and outstanding relationship that drives research and innovations and introduces new methods to design and construct safer, more resilient, sustainable and economical structures.
Who likes red rust? No one I know! How do we avoid corroding of fasteners? Corrosion can be controlled or eliminated by providing a corrosion-resistant base metal or a protective finish or coating that is capable of withstanding the exposure environment. When fasteners get corroded, they not only look bad from outside but can also lose their load capacity. To ensure continued fastener performance, we have to control for corrosion. This blog focuses on evaluating the corrosion resistance of the fasteners.
What does the building code specify?
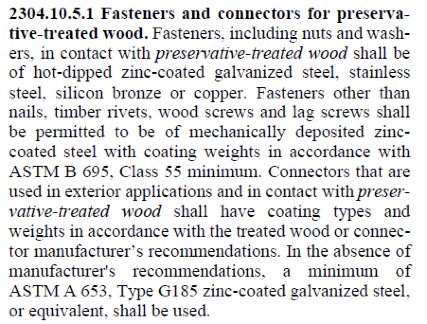
For use in preservative-treated wood, the IBC-2015 specifies fasteners that are hot-dipped galvanized, stainless steel, silicon bronze or copper. Section 2304.10.5.1 of IBC-2015 (Figure 1) covers fastener and connector requirements for preservative-treated wood (chemically treated wood). While chemically treated wood is part of the corrosion hazard, it is not the whole corrosion hazard. Weather exposure, airborne chemicals and other environmental conditions contribute to the corrosion hazard for metal hardware. In addition, the main issue with the code-referenced requirements for fasteners and connectors used with preservative-treated wood is that not all preservative treatments deliver the same corrosion hazard and not all fasteners can be hot-dip galvanized.
Figure 1: Section 2304.10.5.1 IBC-2015.
What if we want to use an alternative base material or coating for fasteners?
How do we evaluate the corrosion resistance of the alternative material or coating? The codes do not provide test methods to evaluate alternate materials and coatings. However, the International Code Council–Evaluation Service (ICC-ES) developed acceptance criteria to evaluate alternative coatings that are not code recognized for use in different environments. The purpose of acceptance criteria ICC-ES AC257, Acceptance Criteria for Corrosion-Resistant Fasteners and Evaluation of Corrosion Effects of Wood Treatment Chemicals, is twofold: (1) to establish requirements for evaluating the corrosion resistance of fasteners that are exposed to wood-treatment chemicals, weather and salt corrosion in coastal areas; and (2) to evaluate the corrosion effects of wood-treatment chemicals. In this blog post, we will concentrate on the evaluation of corrosion resistance of fasteners. The criteria provide a protocol to evaluate the corrosion resistance of fasteners where hot-dip galvanized fasteners serve as a performance benchmark. The fasteners evaluated by these criteria are nails or screws that are exposed directly to wood-treatment chemicals and that may be exposed to one or more corrosion accelerators like high humidity, elevated temperatures, high moisture or salt exposure.
The fasteners may be evaluated for any of the four exposure conditions:
Exposure Condition 1 with high humidity. This test can be used to evaluate fasteners that could be exposed to high humidity. Typical applications that fall under this category are treated wood in dry-use applications.
Exposure Condition 2 with untreated wood and salt water. This test can be used to evaluate fasteners that are above ground but exposed to coastal salt exposure.
Exposure Condition 3 with chemically treated wood and moisture. This test covers all the general construction applications.
Exposure Condition 4 with chemically treated wood and salt water. Typical applications include coastal construction applications.
Depending on the exposure condition being used for fastener evaluation, the fasteners are installed in wood that could be either chemically treated or untreated. Then the wood and the fasteners are placed in the chamber and artificially exposed to the evaluation environment. Two types of test procedures are to be completed for exposure condition 2 through 4. The purpose of these tests is not to predict the corrosion resistance of the coatings being evaluated, but to compare them to fasteners with the benchmark coating (ASTM A153, Class D) in side-by-side exposure to the accelerated corrosion environment.
ASTM B117 Continuous Salt-Spray Test
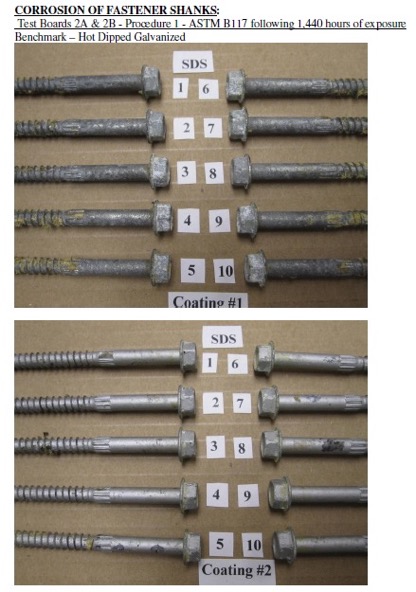
ASTM B117 is a continuous salt-spray test. For Exposure Condition 3, distilled water is used instead of salt water. The fasteners are continuously exposed to either moisture or salt spray in this test, and the test is run for about 1,440 hours after which the fasteners are evaluated for corrosion. This is an accelerated corrosion test that exposes the fasteners to a corrosive attack so the corrosion resistance of the coatings can be compared to a benchmark coating (hot-dip galvanized).
ASTM G85, Annex A5
The second test is ASTM G85, Annex A5 which is a cyclic test with alternate wet and dry cycles. The cycles are 1-hour dry-off and 1-hour fog alternatively. This is a cyclic accelerated corrosion test and relates more closely to real long-term exposure. This test is more representative of the actual environment than the continuous salt-spray test. As in the ASTM B117 test, the fasteners along with the wood are exposed to 1,440 hours, after which the corrosion on the fasteners is evaluated and compared to fasteners with the benchmark coating.
Test Method and Evaluation
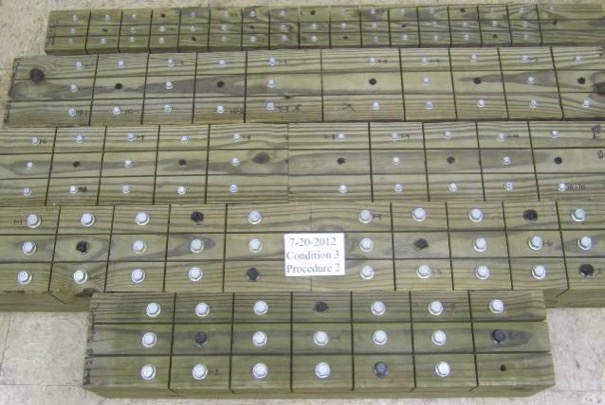
The test process involves installing 10 benchmark fasteners along with 10 fasteners for each alternative coating being evaluated. The fasteners are arranged in the wood with a spacing of 12 times the fastener diameter between the fasteners. A kerf cut is provided in the wood between the fasteners to isolate the fasteners as shown in Figure 2 and to ensure elevated moisture content in the wood surrounding the fastener shank. The moisture and retention levels of the wood are measured, and the fasteners are then installed in the chamber as shown in Figure 3 and exposed to the designated condition. The test is run for the period specified, after which the fasteners are removed, cleaned and compared to the benchmark for corrosion evaluation. Figure 4 shows the wood and fastener heads after 1,440 hours (60 days). The heads and shanks of the fasteners are visually graded for corrosion in accordance with ASTM D610. If the alternate coating performs equivalent to or better than the benchmark coating — that is, if the corrosion is no greater than in the benchmark — then the coating has passed the test and can be used as an alternative to the code-approved coating. Figure 5 shows the benchmark and alternative fasteners that are removed from the chamber after 1,440 hours.
As you can see, the alternative coatings have to go through extended and rigorous testing and evaluation as part of the approval process before being specified for any of the fasteners. Some alternative coatings provide even better corrosion resistance than the code recognized options. Sometimes, also, the thickness of these alternative coatings may be smaller than the thick coating required for hot-dip galvanized parts. Some of our coatings, such as the Double-Barrier coating, the Quik Guard® coating and the ASTM B695 Class 55 Mechanically Galvanized have gone through this rigorous testing and have been approved for use in preservative-treated wood in the AC257 Exposure Conditions 1 and 3. In addition, these coatings have been qualified for use with chemical retentions that are typical of AWPA Use Category 4A – General Ground Contact. No salt is found in AC257 Exposure Conditions 1 and 3. Please refer to our Fastener Systems Catalog, C-F-14, pages 13–15 for corrosion recommendations and pages 16–17 for additional information on coatings.
What do you look for specifically in a fastener? Do you have a preference for a certain coating type or color? Let us know in the comments below!
Figure 2: Fasteners with different coatings along with the benchmark, installed in wood and separated by kerf cuts.Figure 3: Fasteners and wood pieces installed in the chamber.Figure 4: Snap shot of fasteners in ASTM B117 chamber after 1,440 hours.Figure 5: Fasteners after 1,440 hours of exposure, removed from the wood, cleaned and compared to benchmark. Coating 1 – Benchmark (Hot- dip Galvanized) and Coating 2 (Alternative coating).
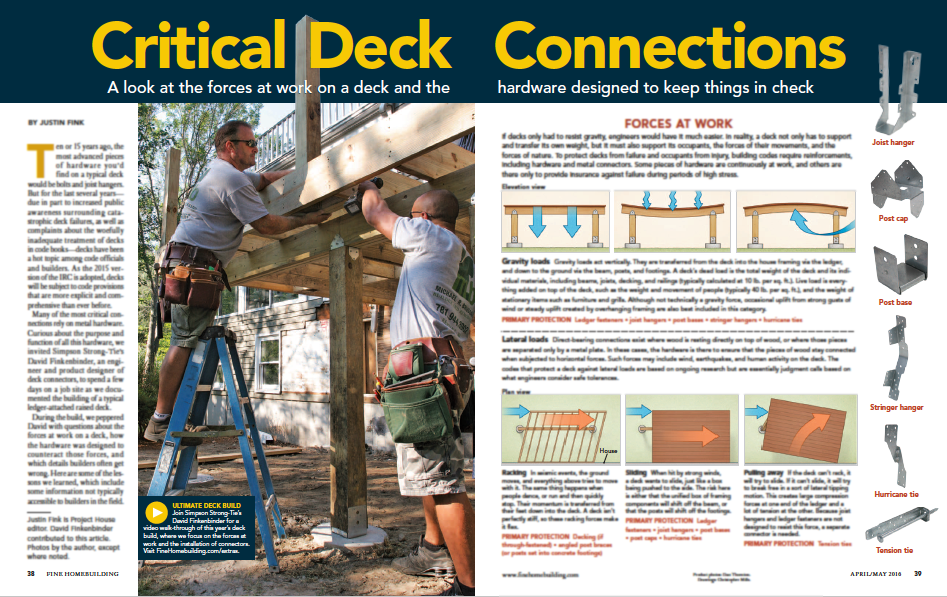
We’re partnering with folks at Fine Homebuilding on a video series on how to build a deck that is code compliant and that highlights the critical connections of a deck. This series is called Ultimate Deck Build 2016. The video series comprises five videos that walk professionals through the recent code changes for the key connections of a deck.
The series features David Finkenbinder, P.E., a branch engineer for Simpson Strong-Tie who is passionate about deck codes and safety. He offers information on load resistance and the hardware that professionals can use at the crucial connections to make a deck code compliant. “This was a great opportunity to collaborate with the team at Fine Homebuilding, to communicate the connections on a typical residential deck and the role that they serve to develop a strong deck structure,” said David. “These same connections would also likely be common in similar details created by an Engineer, when designing a deck per the International Building Code (IBC).”
The videos are being released every Wednesday during the month of March and feature the following deck connections:
Ledger Connection: This is the primary connection between a deck and a house. David tells the Fine Homebuilding team about various code- compliant options for attaching a deck ledger to a home.
Beam and Support Posts: David explains how connectors at this critical point can prevent uplift and resist lateral and downward forces. He also discusses footing sizes and post-installation anchor solutions.
Joists: This video reviews proper joist hanger installation and the benefits of installing hurricane ties between the joists and the beams. David goes into common joist hanger misinstallations, such as using the wrong fasteners or using a joist hanger at the end of a ledger.
Guardrail Posts: David reviews the different ways that you can attach a guardrail post so as to resist an outward horizontal load.
Stairs: David explains code-compliant options for attaching stringers to a deck frame.
Make sure to watch the series and let us know what you think. For more information, Fine Homebuilding has created an article titled “Critical Deck Connections.”
(Please note: this article is member-only/subscription content, so to read it you’ll need to either subscribe online or pick up the April/May issue of Fine Homebuilding.)
We use cookies on this site to enhance your user experience. By clicking "I AGREE" below, you are giving your consent for us to set cookies. Privacy PolicyI AGREE
Privacy & Cookies Policy
Privacy Overview
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.




 Many displays allow for hands-on installations and exercises that allow for improved comprehension of the product use and limitations. Even for the engineering community, who typically are limited to images from a catalog, the hands-on activities add great value. It’s always interesting to see the reaction that engineers have to actually seeing a system approach and having an opportunity to participate in learning that goes way beyond sitting and listening to a lecture.
Many displays allow for hands-on installations and exercises that allow for improved comprehension of the product use and limitations. Even for the engineering community, who typically are limited to images from a catalog, the hands-on activities add great value. It’s always interesting to see the reaction that engineers have to actually seeing a system approach and having an opportunity to participate in learning that goes way beyond sitting and listening to a lecture.