

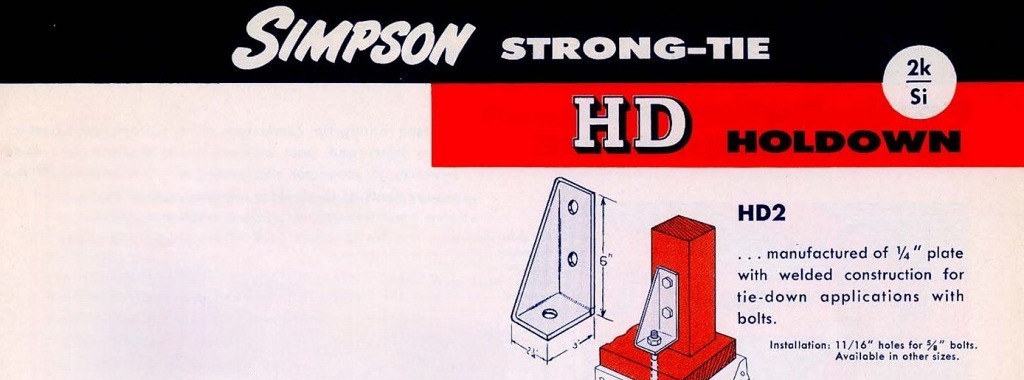
Holdowns first appeared in the 1966 connector catalog — all two of them. The HD24 was an embedded strap that used either nails or bolts, and the HD2 used bolts to the post and an anchor bolt to the concrete. This first sighting of holdowns was missing a list of allowable loads.
Author: Paul McEntee
A couple of years back we hosted a “Take your daughter or son to work day,” which was a great opportunity for our children to find out what their parents did. We had different activities for the kids to learn about careers and the importance of education in opening up career opportunities. People often ask me what I do for Simpson Strong-Tie and I sometimes laugh about how my son Ryan responded to a questionnaire he filled out that day:
Q. What is your mom/dad's job?
A. Goes and gets coffee and sits at his desk
Q. What does your mom/dad actually do at work?
A. Walks in the test lab and checks things
When I am not checking things in the lab or sitting at my desk drinking coffee, I manage Engineering Research and Development for Simpson Strong-Tie, focusing on new product development for connectors and lateral systems.
I graduated from the University of California at Berkeley and I am a licensed Civil and Structural Engineer in California. Prior to joining Simpson Strong-Tie, I worked for 10 years as a consulting structural engineer designing commercial, industrial, multi-family, mixed-use and retail projects. I was fortunate in those years to work at a great engineering firm that did a lot of everything. This allowed me to gain experience designing with wood, structural steel, concrete, concrete block and cold-formed steel as well as working on many seismic retrofits of historic unreinforced masonry buildings.
Second Day of Trivia – Hurricane Ties
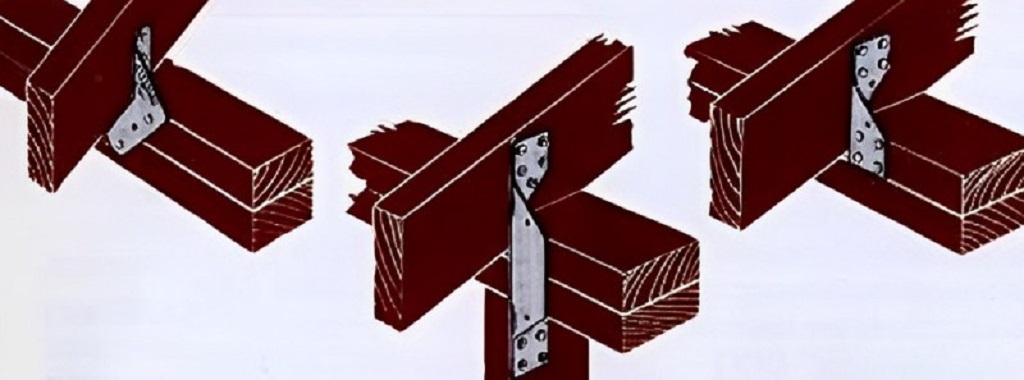
I recently wrote about the H1A hurricane tie in this post, which discussed the original H1 hurricane tie first appearing in 1972, and the subsequent changes over the years that led to our current H1A. The original H1 along with the H2 and the H3 were the first products to appear under the label “hurricane ties” in our catalog.
The Twelve Days of Christmas — A Sleigh Ride Through the Years with Simpson Strong-Tie
We have our new Simpson Strong-Tie Wood Construction Connectors catalog coming out in January. In anticipation of this, I wanted to do a series of short, daily posts discussing the history of Simpson Strong-Tie products, catalogs, and random trivia through the years. In the winter holiday spirit, we’ll do this in “Twelve Days of Christmas” style.

Up to the Test: Introducing the Heavy Seated Knife Plate Beam Hanger for Mass Timber
In response to the increasing demand for mass timber construction, Simpson Strong-Tie has created mass timber solutions for these builds. These product addition, include our Heavy Seated Knife Plate (HSKP), ACBH concealed beam hanger, and CBH concealed beam hanger. Gain insights into the design, testing, and efficiency of the HSKP in achieving high loads with fewer fasteners. The blog underscores the structural mechanics and the ongoing process of pushing connector limits in mass timber construction.

Developing High-Capacity Tension Straps for Mass Timber Engineering
Mass timber buildings use cross-laminated timber (CLT) or mass plywood panels to create horizontal diaphragms to transfer wind and seismic forces into the vertical elements of the lateral-force-resisting system. Spline connections resist shear forces at the panel joints, which I discussed in this blog post. I wanted to discuss several options for tension straps used for chord splices and collector forces. This blog will not discuss methods for calculating design forces. Instead, I am going to focus on several strap products and how we developed their allowable loads.

Why Fire-Rated Hangers Are Required in Type III Wood-Frame Buildings
One of the first mixed-use designs I worked on as a consulting structural engineer was a four-story wood-frame building over two levels of parking. Designing the main lateral-force-resisting system with plywood shearwalls was a challenge for this project that required new details to meet the high design loads. The high overturning forces were resisted using the Simpson Strong-Tie® Strong-Rod™ anchor tiedown system, which incorporates high-strength rods, bearing plates and shrinkage compensation devices.

The H1A Hurricane Tie – An Update for a Classic
Simpson Strong-Tie recently released an updated model of our H1 – now the H1A. As a consulting engineer, I remember how much I disliked updating my standard details when products were discontinued. I thought it would be informative to explain the modifications and some of the reasons for them.
Mass Timber Diaphragm Options with Four Different Connection Types — How Our LDSS48 Light Diaphragm Spline Strap Evolved
Floors and roofs on mass timber buildings are constructed from large panels of engineered wood, such as cross-laminated timber (CLT) or mass plywood. Designers join these prefabricated panels together on site to create a structural horizontal diaphragm to transfer wind and seismic loads to the vertical elements of the lateral force resisting system. Shear forces between panels must be transferred through these panel-to-panel connections. Conventional wood structural panel sheathed diaphragms have shear capacities and fastener spacing tabulated in Special Design Provisions for Wind and Seismic (AWC SDPWS). Mass timber diaphragms, on the other hand, require some more design work by the designer.

LTTP2 — an Update to a Classic Light Tension Tie
It would give you an incomplete idea of the new LTTP2 light tension tie if we didn’t first discuss the original LTT series. The LTT20 tension tie first appeared in our 1987 Connectors for Wood Construction catalog as a post-pour, wood-to-concrete connector. The LTT20 installed with nails only, but we realized we could add holes for bolts, so the LTT20B gave the customer the option to use either nails or bolts. Around the same time, we created the narrower LTT19 for installation on 2x joists or purlins. For more than 30 years, the LTT19 and LTT20B quietly anchored walls to roof diaphragms or shearwall posts to foundations. Continue Reading

Code Report: Understanding Allowable Load Changes
The Simpson Strong-Tie® 2019–2020 Wood Construction Connectors catalog is the first in the industry with updated connector allowable load tables to meet the new ASTM test standards required by the 2015 and 2018 International Building Code® (IBC®). It is designed to assist engineers, architects, Designers and contractors in selecting the right products for improved performance, efficiency and productivity. This blog post provides in-depth background about how we re-evaluated our connectors to meet the new standards.
Continue Reading