

While working as a structural engineer in San Jose, California, I had the great opportunity to design many retrofits of historic (and some not-so historic) buildings. Younger me loved the site visits, crawling around in the dust and dirt to create as-built drawings, and I got tremendous satisfaction from helping to make these buildings safer and stronger. Older me would not enjoy the crawling so much.
Tag: connectors

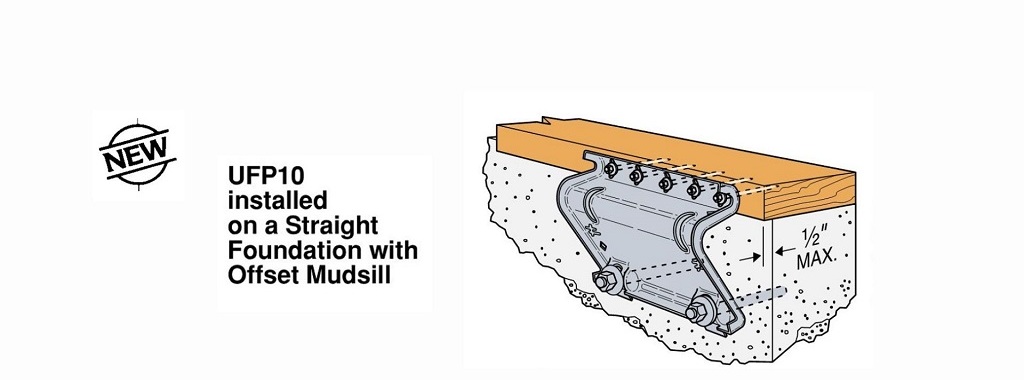
Sixth Day of Trivia — Mudsill Anchors
Mudsills commonly attach to the foundation using cast-in-place anchor bolts. It can be labor intensive to lay out the anchor bolts, drill holes in the mudsill at the right location, and then bolt everything together. A very popular solution for anchoring mudsills is our MASA mudsill, launched in 2009.
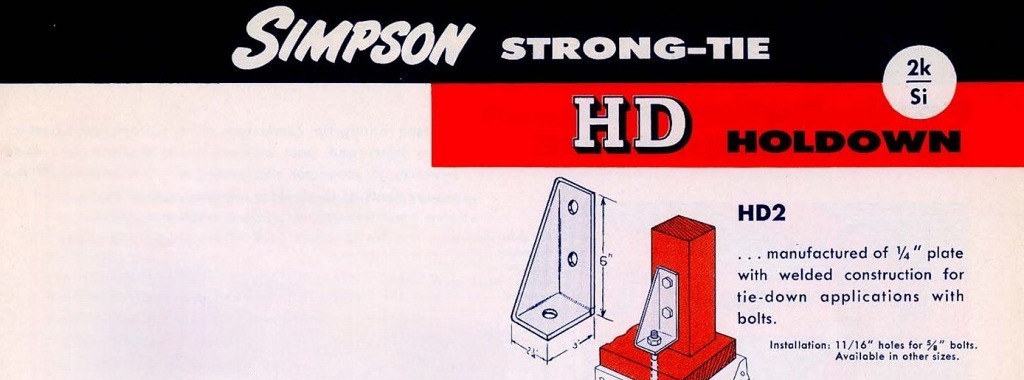
Third Day of Trivia — Holdowns
Holdowns first appeared in the 1966 connector catalog — all two of them. The HD24 was an embedded strap that used either nails or bolts, and the HD2 used bolts to the post and an anchor bolt to the concrete. This first sighting of holdowns was missing a list of allowable loads.
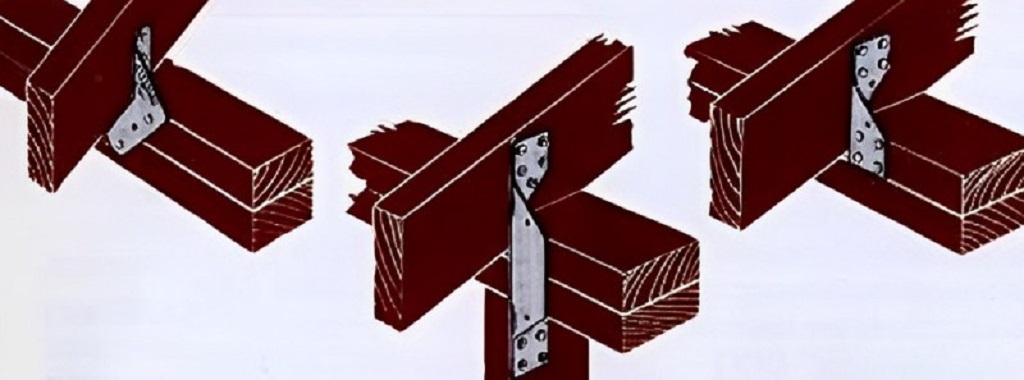
Second Day of Trivia – Hurricane Ties
I recently wrote about the H1A hurricane tie in this post, which discussed the original H1 hurricane tie first appearing in 1972, and the subsequent changes over the years that led to our current H1A. The original H1 along with the H2 and the H3 were the first products to appear under the label “hurricane ties” in our catalog.

Common Engineering Technical Inquiries – Part II: Wood Construction Connectors
This is the second part of a three-part series covering common questions we receive in our engineering department. Part 1 consisted of frequently asked questions related to our anchor products (view Part 1 here). These are questions that come directly into our call center, questions submitted through the website, submitted through our engineering email queues, or through our sales team.

Empowering Future Engineers: Cal Poly Students’ Journey in the Timber-Strong Design Build Competition
The Timber-Strong Design Build℠ (TSDB℠) Competition is an annual event sponsored by the the American Society of Civil Engineers (ASCE) in partnership with the American Wood Council (AWC), APA (the Engineered Wood Association), and Simpson Strong-Tie in which student teams design and build an artistically creative two-story wood light-framed buildings that are sustainable, aesthetically pleasing, and structurally durable. The competition enables students to gain experience in common structural engineering design as well as the business management and building practices used in construction environments. The authors of this article are graduating civil engineering students in the Civil Engineering program at California Polytechnic State University in San Luis Obispo, CA.
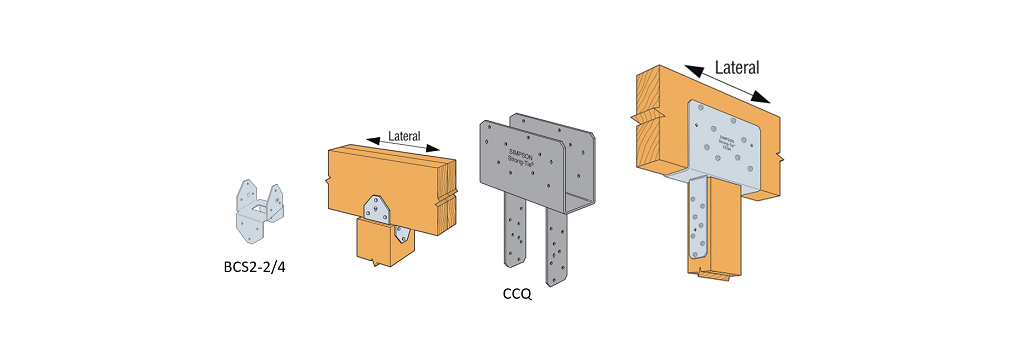
Understanding Post Cap Lateral Capacities
Why do our light-duty BC post caps have published allowable lateral loads while our strong, heavy-gauge CCQ column caps do not?
Because with great power comes great responsibility. Or, in the world of post caps: With great capacity comes more responsibility.

Simpson Strong-Tie in Latin America: Our 2022 Chile Seminar
Our Director of International Sales in Latin America, Cyndi Chandler, organized our annual sales seminar in Chile. This was a great opportunity to connect with our engineers and specifiers in Latin America and educate them about the various products and resources we offer. Learn more about this dynamic two-day seminar and the products we demonstrated in Chile.

Guides to Making I-Joist Connections — Simpson Strong-Tie® CSGs Make EWP Designs Easier
Connector Selection Guides (CSGs) are tools Simpson Strong-Tie has created to assist users in designing and building with engineered wood products (EWP). They consist of a series of short fliers (available as PDFs on strongtie.com for printing or mobile use) guiding builders on how to select economical and efficient connection solutions — that go beyond IRC prescriptive designs — for the I-joist manufacturer of their choice. Over the years, Simpson Strong-Tie has partnered with EWP makers to develop engineered solutions specifically tailored to the dimensions and characteristics of each manufacturer’s particular products.

Field-Adjustable Sloped and Skewed Hangers — Introducing New LSSR Sizes
With the recent introduction of our new LSSR rafter hangers for 2x lumber, we thought we’d provide some background on how these new hangers were developed and why.